

Kullandığınız spesifik plastikten kalıbınıza, sıcaklığa, malzeme yoğunluğuna ve makinenin kendisine ve ayrı parçalarına kadar, enjeksiyon kalıplama sürecini yapabilecek veya bozabilecek bir dizi değişken vardır.
Kesin olan bir şey var: Önerilen plastik bekleme süresinin dışında çok uzun veya çok kısa süre işlem yapmak önemli kalite sorunlarına neden olabilir. Daha da kötüsü, ortaya çıkan tüm sorunlar hemen görülemez - eriyik kalitesinde tutarsızlık, renk değişimi veya zayıflamış parçalar.
İlgili üretim süreci için spesifik plastik bekleme süresini hesaplamak için zaman ayırmak, malzeme performansınızı ve genel nihai ürününüzü iyileştirecektir.
Plastik bekleme süresi, plastik veya reçinenin imalat sırasında ısıya maruz kaldığı süredir.
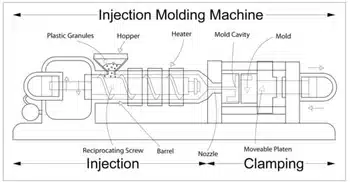
Bir enjeksiyon sisteminde bir hazne, namlu, pistonlu vida ve enjeksiyon memesi bulunur. Atış boyutu, bir kalıplama döngüsünde enjekte edilebilecek maksimum plastik enjeksiyon kalıbı miktarıdır. Peletler hazneden namlu ve vida tertibatına beslenir. Kovan, malzemenin daha sonra kovanı çevreleyen elektrikli rezistans ısıtıcı bantlarından gelen iletim yoluyla eritildiği pistonlu vidayı destekler. Pistonlu vida malzemeyi sıkıştırır, eritir ve ölçer.
Atış ve namlu boyutu, bekleme sürelerinin uzunluğunu etkiler ve bu da ürünün kalitesini etkileyebilir. Minimum varil kapasitesi kullanan küçük bilye boyutları uzun bekleme sürelerine ve polimerin bozulmasına neden olabilir. Öte yandan, büyük bilye boyutları ve kovan kapasitesinin %50'sinden fazlası, zayıf eriyik homojenliği ve uzun vida geri kazanımı ile sonuçlanabilir.
Malzeme, sürenin uzunluğundan ve maruz kalma sıcaklığından hızla etkilenir. Enjeksiyon Kalıplama El Kitabına göre bazı polimerler "hidrolitik olarak parçalanabilir ve devolatilizasyondan önce nemin polimer ile kimyasal reaksiyona girmesi nedeniyle istenmeyen depolimerizasyon etkilerine maruz kalabilir."
Vidanın ilk aşamasında malzemenin kalma süresini anlamak, üretim ihtiyaçlarınız için en uygun zaman ve sıcaklığı anlamanıza yardımcı olabilir.
Plastik bekleme süresi parça kalitesini birkaç farklı şekilde etkiler:
- Üretilen parçalarda genel zayıflık
- Renk çeşitliliği
- Gözle görülemeyen bozulma
- Genel olarak tehlikeye atılmış bir ürün
Bununla birlikte, makine performansını da etkileyebilir, eriyik kalitesi ve bilye ağırlığının yanı sıra eriyik sıcaklığında da tutarsızlığa neden olabilir.
Kalma süresini hesaplamadan önce, ilgili farklı bileşenleri anlamak önemlidir.
Kalma süresi ve atış boyutu arasındaki fark
Atış boyutu, kalıba enjekte edilmesi gereken reçine miktarıdır. Rezidans süresi, atış boyutuna, varil boyutuna ve kanallardaki vida stoklarına bağlıdır.
Vida birden fazla işleve hizmet eder. Malzemeyi kovan boyunca hareket ettirir, malzemeyi karıştırır, maksimum yoğunluğuna kadar sıkıştırır ve malzemeyi kalıba taşır. Vidanın boyutu ve tasarımı, kovanın içindeki plastik için kullanılabilir alanı etkiler. Üreticilerin birden fazla vida ve kovan seçeneğine sahip olması alışılmadık bir durum değildir.
Yeni bir makine veya henüz inşa edilmemiş bir kalıp için kendi bekleme süresi hesaplamanızı bulmak üzere farklı formülleri ve tavsiyeleri gözden geçirirken, önce bir kalıp analizi ile başlamak isteyebilirsiniz.
Hesaplamalar
Plastik kalış süresini hesaplamak için birkaç farklı yaklaşım vardır. İşte size ilgili faktörler hakkında daha iyi bir fikir vermek için iki farklı seçenek.
Hesaplama #1:
Namlu boyutu = 3,14 x (Namlu yarıçapı)^2 x (Namlu uzunluğu)
Vida boyutu = 3,14 x (Vidanın ortalama kök yarıçapı)^2 x (Namlu uzunluğu)
Atış hacmi = Varil hacmi (eksi) vida hacmi
Plastik bekleme süresi, atış sayısının döngü sürenizle çarpımına eşittir.
Hesaplama #2
Atış kapasitesi (bölü) 1,05 x Oda sıcaklığında malzeme yoğunluğu = Envanter
Plastik kalma süresi = Envanter (bölü) atış boyutu x döngü süresi / 60
Sıcak ipuçları
- Eriyik yoğunluklarını aklınızda bulundurun. Katı haldeki ve erimiş haldeki malzeme ağırlığının hesaplamalarını yapmak isteyeceksiniz.
- Temiz, kirlenmemiş bir fıçı ile başlayın.
- Önerilen namlu kapasitesi %25 ile %65 arasındadır ve güvenlik için %10 daha eklenmelidir.
- Mümkünse ağırlık yerine hacim ve eriyik yoğunluklarını kullanın.
Hesaplamaları Yapmak İçin Zaman Ayırın
Paylaşılan formüller veya hesaplamalar ne kadar çok olursa olsun, plastik kalış süresi her bir üretici tarafından kendi ürünü için uygun olan oranı belirlemek üzere hesaplanmalıdır.
Bilimsel kalıplama uygulamalarını kullanan Rosti, kalite kontrolünü değerlendirmek ve takımlarda gerekli ayarlamaları yapmak için kaydedilen verileri kullanır, böylece genel parça kalitesini iyileştirir ve kötü hesaplanmış plastik bekleme süresinin olumsuz etkilerini önler.
Rosti, benzersiz uygulamanız için en yüksek kalitede plastik parçaları başarıyla üretecek teknik uzmanlık ve deneyimin yanı sıra en gelişmiş teknoloji ve ekipmana sahiptir. Rosti'nin güvenebileceğiniz bir tedarikçi olmak için nasıl yukarıda ve öteye gittiğini öğrenin.


Metalden Plastiğe Dönüşüm: Algılanan Riskten Kanıtlanmış Avantaja
OEM'ler için Maliyet, Performans ve Ölçeklenebilirliği Değerlendirmeye Yönelik Pratik Kılavuz Metalden plastiğe geçiş artık deneysel bir mühendislik çalışması değildir. OEM'lerin maliyetleri düşürmelerini sağlayan, kanıtlanmış bir üretim stratejisidir...
Daha fazla bilgi edinin
Plastik Enjeksiyon Kalıplamada Çevresel Sürdürülebilirlik
Rosti'de sürdürülebilirlik bir politikadan daha fazlasıdır; tasarım, üretim ve çözüm sunma şeklimizin temelidir. Küresel bir enjeksiyon kalıpçısı olarak 80 yılı aşkın uzmanlığımızla...
Daha fazla bilgi edinin
Plastik Enjeksiyon Kalıplama 101
Bu kılavuz, kalıplamanın temel unsurları da dahil olmak üzere tasarımdan üretime kadar plastik enjeksiyon kalıplama sürecine kapsamlı bir genel bakış sunacaktır.
Daha fazla bilgi edinin
Üretim Kalitesinde Plastik Prototipler Üretmede Gelişmeler
Üretim kalitesi prototiplerindeki ilerlemeler son yıllarda önemli ölçüde gelişmiştir.
Daha fazla bilgi edinin
E-mobilite Kılavuzu
Rosti, e-mobilite alanındaki üretim zorluklarıyla yüzleşmek için dünyanın önde gelen üreticilerinden bazılarıyla birlikte çalışıyor. Bu sektör, çevresel baskıların da etkisiyle hızlı bir büyüme gösteriyor...
Daha fazla bilgi edinin
Bilimsel Kalıplama
Bilgi işlem ve inovasyonun son 35 yılı aşkın süredir her türden endüstriyi nasıl olumlu etkilediğini anlamak zor değil. Enjeksiyon kalıplama endüstrisi de bir istisna değildir. Plastik...
Daha fazla bilgi edinin