Plastik Bekleme Süresi: Hesaplama ve Süreç

Kullandığınız spesifik plastikten kalıbınıza, sıcaklığa, malzeme yoğunluğuna ve makinenin kendisiyle birlikte bireysel parçalarına kadar, enjeksiyon kalıplama sürecini başarıya ulaştırabilecek veya bozabilecek birçok değişken vardır.
Bir şey kesindir: Tavsiye edilen plastik bekleme süresi dışında çok uzun veya çok kısa işlem yapmak, önemli kalite sorunlarına yol açabilir. Daha da kötüsü, ortaya çıkan tüm problemler hemen görünmez olmayabilir – eriyik kalitesinde tutarsızlık, renk değişimi veya zayıflamış parçalar gibi.
İlgili üretim süreci için özel plastik bekleme süresini hesaplamak için zaman ayırmak, malzeme performansınızı ve genel nihai ürünü iyileştirecektir.
Plastik Bekleme Süresi Nedir?
Plastik bekleme süresi, plastik veya reçinenin üretim sırasında ısıya maruz kaldığı süredir.
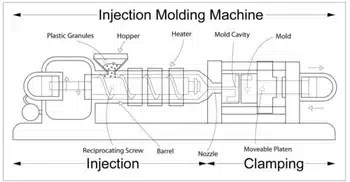
Bir enjeksiyon sistemi bir bunker (hopper), varil, hareketli vida ve enjeksiyon memesine sahiptir. Atış büyüklüğü, bir kalıplama döngüsünde enjekte edilebilecek maksimum plastik miktarıdır. Peletler bunker aracılığıyla varil ve vida grubuna beslenir. Varil, çevresindeki elektrik dirençli ısıtıcı bantlardan iletim yoluyla malzemenin eritildiği hareketli vidayı destekler. Hareketli vida malzemeyi sıkıştırır, eritir ve dozajlar.
Atış ve varil büyüklüğü bekleme süresinin uzunluğunu etkiler, bu da ürünün kalitesini etkileyebilir. Minimum varil kapasitesini kullanan küçük atış büyüklükleri uzun bekleme süreleri ve polimer bozulmasıyla sonuçlanabilir. Öte yandan, büyük atış büyüklükleri ve varil kapasitesinin %50’sinden fazlası ise, kötü eriyik homojenliği ve uzun vida toparlanmasına sebep olabilir.
Plastik Bekleme Süresinin Önemi
Malzeme, maruz kalma süresi ve sıcaklığından hızla etkilenir. Bazı polimerler, Injection Molding Handbook‘a göre, “hidrolitik olarak bozunabilir ve devolatilizasyondan önce polimerin nem ile kimyasal reaksiyonu sonucunda istenmeyen depolimerizasyon etkilerinden zarar görebilir.”
Vidanın birinci aşamasında malzemenin bekleme süresini anlamak, üretim ihtiyaçlarınız için optimum zaman ve sıcaklığı belirlemenize yardımcı olabilir.
Plastik Bekleme Süresi Neyi Etkiler?
Plastik bekleme süresi, parça kalitesini farklı şekillerde etkiler:
- Üretilen parçalarda genel zayıflık
- Renk değişimi
- Gözle görünmeyen bozulmalar
- Genel olarak kalitesi düşmüş bir ürün
Bununla birlikte, makine performansını da etkileyebilir, eriyik kalitesinde ve atış ağırlığında tutarsızlığa ve eriyik sıcaklığında dalgalanmalara yol açabilir.
Bekleme Süresi Hesaplamasını Yapmadan Önce Bilmeniz Gerekenler
Bekleme süresini hesaplamadan önce, ilgili farklı bileşenleri anlamak önemlidir.
Bekleme süresi ve atış hacmi arasındaki fark
Atış hacmi, kalıba enjekte edilmesi gereken reçine miktarıdır. Bekleme süresi ise atış hacmi, varil hacmi ve kanallardaki vida stoklarına dayanır.
Vida birden fazla işlevi yerine getirir. Malzemeyi varilden geçirir, karıştırır, maksimum yoğunluğa kadar sıkıştırır ve kalıba iletilmesini sağlar. Vida boyutu ve tasarımı, varil içindeki plastiğe sunulan alanı etkiler. Üreticilerin birden fazla vida ve varil seçeneğine sahip olması yaygındır.
Bekleme Süresi Hesabınızı Bulmak İçin Formüller ve İpuçları
Yeni bir makine veya henüz üretilmemiş bir kalıp için kendi bekleme süresi hesabınızı oluşturmak adına çeşitli formülleri ve tavsiyeleri incelerken, önce bir kalıp analiziyle başlamanız faydalı olabilir.
Hesaplamalar
Plastik bekleme süresini hesaplamak için birkaç farklı yaklaşım bulunmaktadır. İşte işin içine giren faktörleri daha iyi anlamanız için iki farklı seçenek.
Hesaplama #1:
Varil hacmi = 3,14 x (Varil yarıçapı)^2 x (Varil uzunluğu)
Vida hacmi = 3,14 x (Vidanın ortalama kök yarıçapı)^2 x (Varil uzunluğu)
Enjeksiyon hacmi = Varil hacmi (eksi) vida hacmi
Plastiğin bekleme süresi, atış sayısı ile çevrim süresinin çarpımına eşittir.
Hesaplama #2
Enjeksiyon kapasitesi (bölü) 1,05 x Oda sıcaklığındaki malzeme yoğunluğu = Stok
Plastiğin bekleme süresi = Stok (bölü) enjeksiyon hacmi x çevrim süresi / 60
Püf noktalar
- Erime yoğunluklarını dikkate alın. Malzeme ağırlığının hem katı hâlde hem de erimiş haldeki hesaplamalarını yapmak isteyeceksiniz.
- Temiz ve kirlenmemiş bir varil ile başlayın.
- Önerilen varil kapasitesi %25 ile %65 arasındadır, ayrıca güvenlik için %10 daha eklenmelidir.
- Mümkünse, ağırlık yerine hacim ve eriyik yoğunluklarını kullanın.
Hesaplama Yapmak İçin Zaman Ayırın
Paylaşılan formül veya hesap sayısı ne olursa olsun, plastiğin bekleme süresi her üretici tarafından kendi ürününe uygun oranı belirlemek için hesaplanmalıdır.
Bilimsel enjeksiyon kalıplama uygulamalarını kullanarak, Rosti kalite kontrolünü değerlendirmek ve gerekirse takımda iyileştirme yapmak için kayıtlı verileri kullanır; böylece genel parça kalitesi artar ve yanlış hesaplanan plastik bekleme süresinin olumsuz etkileri önlenir.
Rosti, en ileri teknoloji ve ekipman ile teknik bilgi ve tecrübeye sahiptir ve benzersiz uygulamanız için en yüksek kalitede plastik parçalar üretmeyi başarıyla gerçekleştirebilir. Rosti’nin güvenebileceğiniz bir tedarikçi olmak için sunduğu ayrıcalıkları öğrenin.