Bilimsel Kalıplama
Enjeksiyon Kalıplama: Bilimsel Kalıplama için Eksiksiz Rehber
Son 35 yılı aşkın süredir, bilişim ve inovasyonun tüm sektörler üzerinde olumlu etkileri olduğunu anlamak zor değil. Enjeksiyon kalıplama sektörü de buna istisna değil. Plastik enjeksiyon kalıplama günümüzde büyük ölçüde bilimsel bir yaklaşıma dayanmaktadır.
Bilimsel Kalıplama Nedir?
Bilimsel kalıplama, dolum, sıkıştırma ve tutma aşamalarının ayrı ayrı ele alındığı; dalgalanmaların en aza indirilip ürün tutarlılığının artırıldığı bir süreçtir. Aşamaların ayrılması aynı zamanda ayrık enjeksiyon kalıplama olarak da bilinir. Bilimsel enjeksiyon kalıplama ekipmanı, yazılımı ve uygulamalarını kullanan kalıpçılar, bilimsel kalıplama eğitmeni John Bozzelli’ye göre, “çevrim sürelerini kısaltabilir, makine verimliliğini artırabilir ve nihayetinde daha fazla para kazanabilir.”
Geleneksel kalıplama ile bilimsel kalıplama arasındaki fark nedir?
Geleneksel enjeksiyon kalıplama yönteminde, kalıp tek bir atışla sabit basınç altında doldurulup boşluk paketlenir. Bilimsel kalıplamada ise boşluğun yaklaşık yüzde 90-97’si belli bir hızda doldurulur. Sonraki aşamada, makine hız kontrolünden basınç kontrolüne geçer ve boşluk doldurularak yani “paketlenerek” süreç tamamlanır.
Bilimsel yöntem, atıştan atışa tutarlılığı artırırken, parçanın özellikleri üzerinde daha iyi kontrol sağlar. Buna karşılık, geleneksel enjeksiyon kalıplama yönteminde, parça boyutlarında çevrimden çevrime büyük farklılıklar görülebilir.
En karmaşık parça ve bileşenlerin üretiminde, kalıplama değişkenlerinde oluşabilecek en küçük farklılıkların bile süreç veya nihai ürün üzerinde büyük etkisi olabildiği durumlarda bilimsel enjeksiyon kalıplama yaklaşımı en kritik ihtiyaçtır. Bu da demektir ki, bilimsel enjeksiyon kalıplamanın temel hedefi iki ana strateji barındırır:
- En az varyasyonla tekrarlanabilir sonuçlar üreten bir süreç geliştirmek
- Kalıplanmış bir parçanın boyutsal veya mekanik özelliklerini optimize etmek
Bilim Temelli Kalıplamada Etkenler
Geleneksel kalıplama sürecinin bir diğer boyutu da makine bazlı kontrole ilişkindir. Kalıplanmış ürünlerde (boyut, boşluklar, eğilme ve diğer kalite sorunları) çeşitli problemlere sebep olabilecek 20 ya da daha fazla makine ayarının var olduğuna inanılıyordu. Araştırmalar, makine ayarları ile parça problemleri arasında paralellikler bulmayı amaçlıyordu.
Yıllar içinde makine ayarlarının parça kalitesiyle az ya da hiç ilişkisi olmadığı anlaşıldığında, araştırmalar geleneksel makine kontrolünden bilim temelli bir yaklaşım yönüne kaydı. “Plastik bakış açısı”, enjeksiyon makinelerinin ayarları yerine bilimin yasalarına dayalı modern araştırmayı devrim yaratan bir noktaya taşıdı. Donald C. Paulson, 1960’ların ortasından sonuna kadar General Motors Enstitüsü’nde bir plastik araştırma laboratuvarı kurarak bu bilimsel yaklaşımın öncüsü oldu.

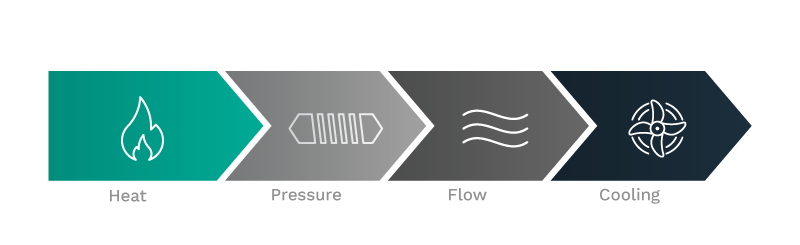
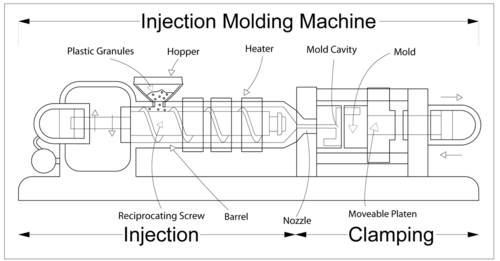
Enjeksiyon Kalıplama İşlem Aşamaları
Bay Paulson, kalıplanmış parçanın özelliklerini en iyi şekilde kontrol eden dört enjeksiyon kalıplama plastik işleme aşaması üzerinde durdu: ısı, basınç, akış ve soğutma. Paulson, her birinin “Fizik yasalarıyla yönetileceğini; ilk olarak Isı Transferi Yasaları; ikinci olarak Poiseuille akışkan akışı yasası; üçüncü olarak ise Plastik İçin Durum Denklemi tarafından tanımlanacağını” öne sürdü.
Makine ve plastik değişkenlerinin her dört çevrim boyunca dört yılda ölçülüp kaydedilmesi, Paulson ve ekibinin sektörde çığır açacak şu sonuçlara ulaşmasına neden oldu:
- Diğer malzemelere uygulanan fiziksel yasalar, plastik işleme için de geçerlidir
- Dört plastik değişkeni, kalıplanmış parçanın özellik ve karakteristiklerini belirler
Bilimsel yaklaşım, kalıpçının makine kurulumunu anlaması ya da makine kontrollerinin plastik çıktısına ve parça kalitesine etkilerini bilmesi gerekliliğini ortadan kaldırmaz. Ancak, kontrol ayarları ve çevrim sürelerinin ne olması gerektiği ile parçadaki sorunları tespit edip çözmede çok daha isabetli kararlar verilmesini sağlar.
Bilimsel Kalıplamada Adımlar ve İleri Düzey Süreç Kontrolünün Rolü
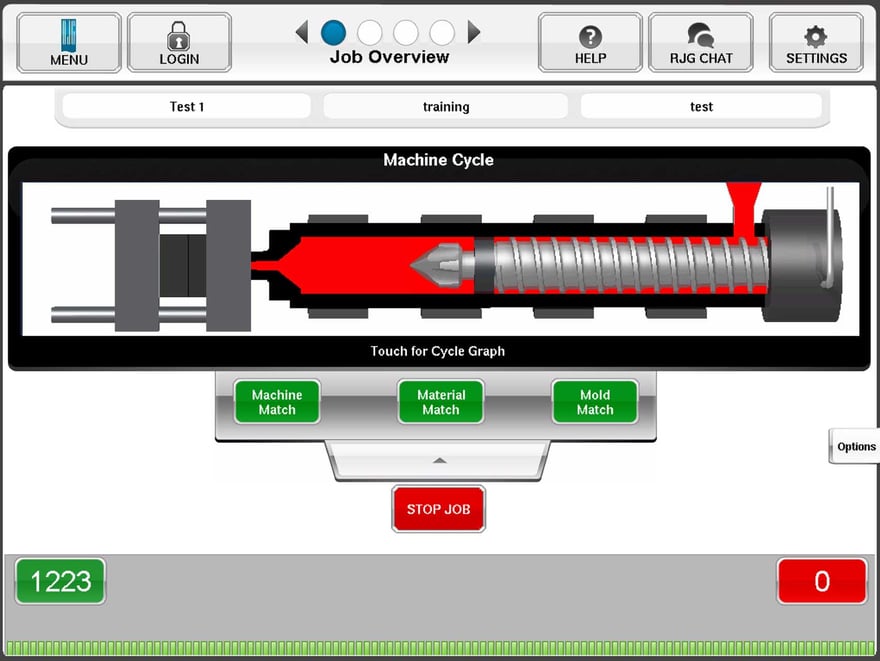
Bilimsel kalıplama temelde, kalıplama sürecindeki temel adımların ayrılması üzerine odaklanır. Bu ayrıştırma, enjeksiyon kalıplama çevriminin her aşamasında hassasiyet, doğruluk ve kontrol sağlar. Özellikle RJG eDart® sisteminin devreye girmesiyle, kalıpçılar artık çok daha yüksek seviyelerde kontrol ve tutarlılık sağlayabilmektedir.
RJG eDart gibi ekipman ve yazılım ölçüm araçları kullanılarak, kalıp içindeki her çevrimdeki değişkenler sürekli olarak değerlendirilir. Bu gerçek zamanlı izleme, plastikleri yöneten değişmez fiziksel yasalar rehberliğinde gerçekleşir. Isı, basınç, akış ve soğutmaya dair bu yasalar, alanında eğitimli mühendislerin gözetiminde titizlikle kontrol edilir ve böylece her bileşenin en yüksek standartlara uygunluğu sağlanır.
- İlk Atış: Boşluk, kapasitesinin yaklaşık %98’ine kadar doldurulur ve burada ana kontrol parametresi hızdır.
- Doldurma ve Paketleme: Boşluk tamamen doldurulur. Malzeme daha sonra boşluğa sabit basınç altında sıkıştırılır veya “paketlenir”. RJG’nin eDart sistemlerinde, makine kontrolü kalıp içindeki plastik basınca dayanır. Makine parametrelerine dayalı kontrolün ötesine geçilerek plastik basınç kontrolüyle daha sağlam bir işlem penceresi elde edilir.
- Soğutma ve Stabilizasyon: Kalıplanan parça soğurken stabiliteye ulaşır. İstenen stabiliteye ulaşıldığında parça çıkarılır ve makine bir sonraki ölçülü atışa hazırlanır.
Bu ayrık yaklaşım, RJG’nin eDart gibi teknolojileriyle daha da geliştirildiğinde, kalıpçılara parça boyutları üzerinde daha iyi kontrol olanağı sağlar. Daha da önemlisi, endüstride atıştan atışa tutarlılık olarak bilinen, bir çevrimden diğerine sürekli kaliteyi güvence altına alır. Bu tür ileri düzey süreç kontrolleriyle, Rosti müşterilerine son derece tutarlı ürün kalitesi garanti edebilmektedir.
Bilimsel Kalıplamanın Avantajları
Bilimsel kalıplama prensiplerinin olmadığı bir dünyayı hayal etmek zor değil: sıcaklık, basınç ve viskozitedeki büyük dalgalanmaların sebep olduğu ürün değişkenlikleri, artan çevrim süreleri, azalan makine verimliliği, yükselen maliyetler, daha fazla fire ve müşteriler için daha düşük kaliteye sahip parçalar.
Bilimsel kalıplamanın avantajları hakkındaki yazımızda belirtildiği gibi, “Bilimsel kalıplama uygulamaları, daha hızlı çevrimler, daha yüksek hacim ve daha verimli bir enjeksiyon kalıplama süreci sağlamak için gereklidir.” Ayrıca, “kalite kontrol sorunları, belirli uygulamalar için otomatik içerik kontrolü ve izlenebilirlik ile önlenebilir.”
Quote Style
“Scientific molding practices are essential to achieving outcomes that deliver faster cycles, higher volume, and a more efficient injection molding process.”
Bilimsel kalıplama teknolojisi, üreticilere daha verimli çalışabilme imkanı sunarken küresel ölçekte rekabet avantajı elde etme fırsatı yaratır. Aynı zamanda OEM’lere ve müşterilere daha yüksek kaliteli parçalar ve daha az fireyi daha düşük maliyetlerle sağlar.
Bilimsel kalıplamanın prensipleri ve teknolojileri, enjeksiyon kalıplama makinelerinin her seferinde kaliteli parça üretmesini nasıl sağlayacağımız sorusuna çözüm getirir.
Bilimsel Kalıplamada Teknolojinin Rolü
Bilimsel kalıplamanın potansiyeli, enjeksiyon kalıplama teknolojisindeki en son gelişmelerle birleştiğinde tam anlamıyla ortaya çıkar. Fizik yasalarına dayalı bir uygulama olmakla birlikte, etkinliği büyük ölçüde mühendislik, ekipman ve yazılım alanlarındaki teknolojik yeniliklere bağlıdır.
Bu sinerjinin en önemli örneklerinden biri, Rosti’nin RJG eDart gelişmiş proses kontrol sistemini benimsemesidir. Kalıp içindeki plastik basıncının kontrolü ve izlenmesine odaklanan bu sistem, enjeksiyon kalıpçılarının süreçlerine yaklaşımını dönüştürmede kilit rol oynamıştır. Artık sadece makine kurulumu veya genel kalite kontrol değil; en yüksek kaliteyi sağlarken aynı zamanda maliyet tasarrufu elde etmek için ileri teknoloji kullanımı söz konusu.
İlk makine kurulumundan, kalite kontrolün en ince detaylarına ve aradaki tüm süreçlere kadar, RJG eDart sistemi gibi teknolojiler, sürekli inovasyonun önemini vurgulamaktadır. Bu tür gelişmeler, kalıpçıların müşterilerinin zorlu taleplerini karşılamakla kalmayıp aşmasını da sağlamıştır. Bu bağlamda teknoloji, yalnızca bir kolaylaştırıcı değil; enjeksiyon kalıplama sürecinin genel başarısı için adeta oyunun kurallarını değiştiren bir unsurdur. Şimdi bu konuyu daha detaylı inceleyelim.
Bilimsel Kalıplamada Kalıp Akış Simülasyon Yazılımının Rolü
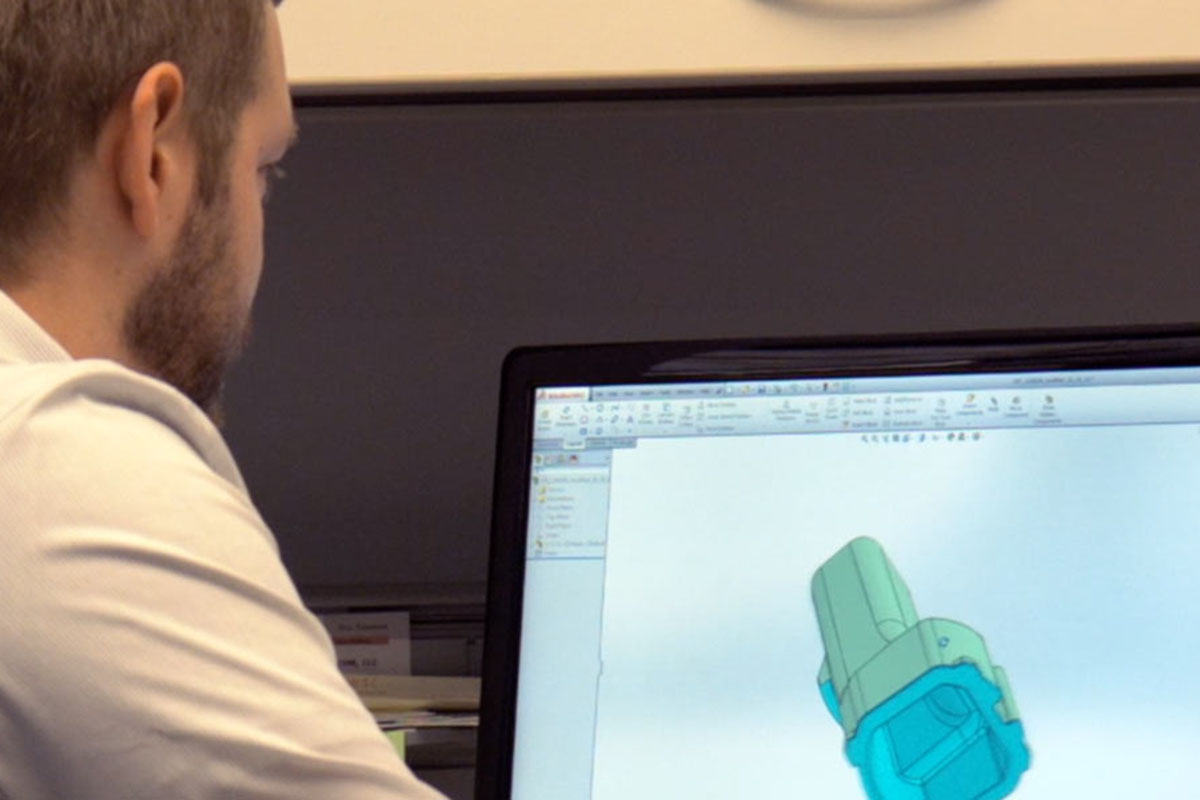
Bilimsel kalıplama prensipleri veriye dayalı bir yaklaşım izler. Ve bu veri, gelişim ve tekrarlanabilir sonuçların elde edilmesini mümkün kılar. Örneğin, Rosti, ⟨1⟩SOLIDWORKS®⟨/1⟩ tarafından geliştirilen kalıp akış simülasyon yazılımını kullanır. Plastik enjeksiyon kalıplamacıları için bir ön tasarım doğrulama aracı olan bu yazılım, plastik bileşen tasarımı hakkında öngörüsel bilgiler sunar. SOLIDWORKS yazılım teknolojisinin bazı temel faydaları şunlardır:
- Erken aşamalarda bileşen tasarımına yönelik öngörüsel bilgiler sayesinde daha kısa bir ürün geliştirme döngüsü ve pazara sunum süresinin kısalması.
- Normalde tahmin edilmesi çok zor veya pahalı olacak plastik parça geometrisi hakkında daha fazla bilgi.
- Çökme izleri, kaynak hatları, kısa dolumlar gibi sorunların ve diğer parça kusurları ile yüzey hatalarının önceden tespit edilebilmesi.
Kısacası, SOLIDWORKS enjeksiyon üreticilerinin parça tasarımını ilk seferde doğru yapmalarını sağlar. Bu sayede, maliyetli kalıp revizyonlarını ortadan kaldırır, parça kalitesini artırır ve pazara çıkış süresini azaltır.
Bilimsel Kalıplamada RJG’nin Rolü
Danışmanlık ve eğitim hizmetleriyle tanınan – decoupled molding, yüksek performanslı kalıplama ve Master Molder 1 & II sertifikasyonu gibi amiral gemisi kurslar sunan – RJG’nin eDart sistemi, Rosti’deki kalıplama sürecinde devrim niteliğinde olmuştur.
Rosti’nin RJG eDart proses kontrol sistemi benimsemesi dönüştürücü olmuştur. eDart sistemi, kalıpçılara kritik bilgiler sunmak için tasarlanmış olup fire oranını azaltmada, proses stabilitesini sağlamada ve tekrarlanabilir, üstün kalite çıktılar elde etmede oldukça etkilidir.
Rosti’nin hedefi her zaman yüksek baskı kullanım oranlarını korumak olmuştur. Bu hedefler, çevik bir baskı parkuru ve bilimsel kalıplama prensiplerine sarsılmaz bir bağlılık gerektiriyordu. Gelişmiş kalıp içi basınç sensörlerine sahip eDart sistemi, Rosti’nin kalıplama operasyonlarını olağanüstü bir kontrol ve esneklik ile güçlendirdi.
Bu yolculuk, Eylül 2009’da Rosti, benzersiz zorluklarla karşılaşırken, eDart sistemini iki presine entegre ettiğinde başladı. Bu entegrasyon o kadar faydalı oldu ki teknolojinin hızlı bir şekilde yaygınlaşması sağlandı. 2010 yılına gelindiğinde, Rosti tüm preslerinin eDart sistemiyle güçlendirilmesini sağlamak için iki yıllık bir girişime adım attı. Bu mükemmellik arayışı, kapalı döngü proses kontrolüne olan bağlılığımızın yalnızca bir strateji değil, kültürümüzü şekillendiren bir unsur olmasını sağladı.
Rosti’nin mühendislik direktörü Kurt Behrendt’in de belirttiği gibi, en önemli kazanımlardan biri, “farklı malzeme partileri arasında parça tutarlılığının yönetiminde yaşanan dönüşümsel değişim” oldu. Bu, eDart sisteminin kalıp içi plastik basınç dalgalanmalarını izleme ve kontrol etme becerisiyle sağlandı. Sonuç ne mi oldu? Rosti’nin kalıpladığı ürünlerde benzersiz bir tutarlılık elde edildi.
Bilimsel kalıplama sürecimize RJG’nin eDart sisteminin entegre edilmesinin başlıca avantajları şunlardır:
- Her kalıplama çevrimi için tarihsel veri kayıtlarıyla benzersiz içgörüler sağlar.
- Gerçek zamanlı üretim takibi ile gerektiğinde zamanında müdahale imkanı sunar.
- Kalite güvencesinde önemli artışlar, böylece daha tutarlı ve birinci sınıf parça üretimi sağlanır.
- Fire ve işlem süresinde büyük azalmalar, operasyonel verimlilik artışı sağlar.
Bilimsel kalıplama alanında, kalıp akış simülasyon yazılımı, süreç kontrol sistemleri ve eDart gibi teknolojilerin birleşimi sağlam bir otomasyon stratejisinin bel kemiğini oluşturur. Otomasyon desteğine dair detaylı incelememiz bir sonraki bölümde.
Otomasyonun Bilimsel Kalıplamaya Katkısı
Kalıplama biliminin fizik yasaları, süreçteki aşamalar ve teknolojinin tasarım, mühendislik ve süreç kontrolündeki rolü hakkında konuştuk. Ama bilimsel kalıplama bununla sınırlı değil. Hiç de öyle değil. Otomasyon ve yüksek vasıflı işgücünün de önemli katkısı bulunuyor ve bu alanlardan önemli faydalar sağlanıyor.
Bu bölümde, otomasyonun bilimsel kalıplamaya etkisini; bir sonrakinde ise özel eğitimli mühendis ve teknisyenlerin önemini ele alacağız.
Otomatik alet ve robotiklerin icadı ve kullanımı, neredeyse her alanda olduğu gibi enjeksiyon kalıplama sektöründe de olumlu etki yaratmıştır. Şunu net olarak söyleyebiliriz ki; bir plastik enjeksiyon üreticisi operasyonlarını ne kadar fazla otomatikleştirebilirse, işini o derece büyütüp küresel arenada daha fazla rekabet avantajı elde edebilir.
Bilimsel kalıplama operasyonlarının en önemli göstergesi, Rosti’nin 2011 yılında Bunsen Drive tesisinde öncülük ettiği gibi, tamamen otomatik üretim tesisine sahip olmaktır. Tamamen otomatik tesise bazen “lights out” (ışıksız) tesis de denir. Rosti’nin Bunsen Drive tesisindeki üretim süreci o kadar benzersizdir ki şirkete ABD Patent No. 8,827,674 B1 verilmiştir: Birincil katta makineler, ara katta reçine beslemesi yer alacak şekilde tasarlanmış özel bir enjeksiyon kalıplama fabrika sistemi ve buna bağlı tesis.
Lights-out çalıştırmak ne anlama geliyor?
Dört yıl önce, ⟨1⟩lights-out⟩ üretim tesisinin enjeksiyon kalıplamada nasıl devrim yarattığını paylaştık. O yazıda lights-out sürecini şu şekilde tanımlamıştık:
“Lights-out üretim, fabrikaların ve üretim tesislerinin, normalde bir insanın bulunmasını gerektiren işleri gerçekleştirecek yenilikçi ve otomatik makinelerle donatılması sürecini tanımlar. Esasen, üretim tesisi “ışıklar kapalı” – yani insan iş gücüne, aydınlatmaya, ısıtmaya ve işletme için diğer maliyetli faktörlere büyük ölçüde ihtiyaç duymadan çalışabilir. Lights-out üretim süreçleri, tesislerin 7 gün 24 saat kesintisiz olarak, çoklu vardiya gerektirmeden çalışmasını da mümkün kılar.”
Bu yazıda ayrıca “Sadece maliyet ve teslimat süresi açısından iyileşmeler sağlamakla kalmadı, plastik parça üreticilerinin de hataların olasılığını azaltmasına ve üretilen ürünlerin genel kalitesini artırmasına olanak sağladı.” diye not ettik. Lights-out tesislerin enjeksiyon kalıplamayı dönüştürme yollarından bazıları ise şunlardı:
- ABD’li üreticiler, küresel ölçekte rekabet avantajı elde edebiliyor.
- Büyük siparişler, daha fazla vardiya eklemenin yüksek maliyetleri olmadan hızlıca tamamlanabiliyor.
- Kalite kontrol, teslimat ve maliyet sınırlama gereklilikleri karşılanabiliyor.
- En ileri otomasyon ekipmanlarını ve süreçlerini yönetmek ve bakımını yapmak için yüksek eğitime sahip ve adanmış bir iş gücü gerektirir.
Evet, bilimsel kalıplama; kalıp dolum simülasyon yazılımı, RJG eDart proses kontrolü, son teknoloji malzeme taşıma sistemleri, parça iletim sistemleri, robotik ve tamamen otomatik, lights-out bir tesisi kapsar.
Quote Style
“Lights-out manufacturing describes the process in which factories and production facilities are equipped with innovative and automated machinery to conduct tasks that would normally need a human [to be] present.”
Yine de, sürekli gelişen bu teknolojiler ve lights-out metodolojisi, bir işletmenin tamamen el değmeden çalışmasını sağlamaz. Aslında, bilgili ve yüksek eğitimli personel olmadan, tüm bunlar mümkün olmazdı.
Rosti’nin deneyimli uzmanlardan ve son derece istekli genç profesyonellerden oluşan ekibi, otomasyona odaklı ve büyümeyi hedefleyen küresel iş modelinin ayrılmaz bir parçasıdır. Sıradaki bölümde, özel eğitimli mühendisler ve teknisyenlerin bilimsel kalıplamadaki önemli rollerini inceleyeceğiz.
Bilimsel Kalıplamada Uzman Mühendislerin ve Teknisyenlerin Hayati Rolü
Bilimsel kalıplamanın enjeksiyon kalıplama sürecine getirdiği dönüşümsel etkiyi anlamak için fizik ve teknolojinin ayrıntılarına hakim olmak gerekmese de, uzman mühendis ve teknisyenlere sahip olmak tartışmasız çok önemlidir. Uzmanlıkları, bilimsel temelli enjeksiyon kalıplama sistemlerinin hassasiyetle ve verimlilikle çalıştırılmasını sağlar.
Rosti’nin Kalıplama Eğitimi ve Gelişimine Kapsamlı Yaklaşımı
Rosti, kalıplama uzmanlığına büyük önem verir. Şirketin stratejik işe alım ve eğitimleri, mükemmelliğe olan sarsılmaz bağlılığını yansıtır ve aşağıdakileri içerir:
- Staj Kanalı: Her yaz, Rosti iki ile dört arasında stajyer kabul eder. Bu proaktif yaklaşım, potansiyel yetenek havuzunun sürekli olmasını ve personel ihtiyacının öngörülmesini sağlar.
- Hedefli İşe Alım: Rosti, özellikle öğrencilerin hem teorik hem de pratik bilimsel kalıplama eğitimi aldığı eğitim kurumlarından mühendisleri işe alır. Bu uygulama, yeni çalışanların işe ilk günden sektörün ayrıntılarına hakim olmalarını sağlar.
- Sürekli Tesis İçi Eğitim: RJG gibi sektör uzmanlarıyla iş birliği yaparak, Rosti çalışanları ayırılmış II ve III kalıplama prensipleri, basınç sensörü özellikleri, eDart sistem çıkışlarının yorumlanması gibi ileri düzey konularda düzenli eğitimler alır.
- Dört Seviyeli Müfredat: Mükemmellik konusundaki kararlılığını daha da pekiştirmek için Rosti, kapsamlı bir dört aşamalı eğitim müfredatı oluşturdu. Bu program, kalıplamada yeni olan birini RJG Master Molder kursuna hazır hale getirecek seviyeye taşımak üzere titizlikle tasarlanmıştır. Yüz yüze eğitim ile şirket içi Master Molder mentorluklarının birleşimi, Rosti’nin yeni nesil ekip üyelerini yetiştirmesinin yolunu açar.
Ayırılmış II ve Ayırılmış III Kalıplamayı Anlamak
Ayırılmış II Kalıplama:
Bu işlemde, kalıp belirli bir pozisyona kadar doldurulur. Sonrasında ise sıkıştırma ve tutma aşamaları birleştirilerek, ikinci aşama basınç yardımıyla kalıp tamamen sıkıştırılır. Bu işlem, kapının kapandığı ana kadar devam eder.
Ayırılmış III Kalıplama:
Bu yöntemde, kalıp önce belirli bir pozisyona kadar doldurulur. Ardından, ikincil dolum aşaması veya makineyle sıkıştırma ile, kalıp önceden belirlenmiş bir boşluk basıncına kadar doldurulur. Bu sağlandığında, süreç devam eder ve kapı mühürlenene kadar tutma işlemi yapılır.
RJG’nin eDart proses kontrol sistemi, ayırılmış kalıplama süreçlerini desteklemek için özel olarak geliştirilmiştir. Bu sistem, kalıpçılara kritik verileri izleme, değişkenleri gerçek zamanlı kontrol etme ve her baskıda tutarlılık sağlama imkanı verir. Kalıp içi basınç sensörleri gibi teknolojilerle, eDart sistemi ayırılmış kalıplamanın hassas, adım adım süreçleri için gereken içgörü ve kontrolleri sunar.
Rosti Mühendisleri Tüm Süreç Penceresi Boyunca Sürece Dahil Olur
Rosti mühendisleri, tüm bilimsel kalıplama süreci boyunca sürece yakından dahildir. Süreç, tasarım spesifikasyonu aşamasında; mühendislerin hem kalıplanacak parçayı hem de kullanılacak kalıbı tasarlamasıyla başlar. Bundan sonra mühendis, yeni kalıplarda basınç sensörlerinin nasıl yerleştirileceğini belirleyebilir.
Sensörler yerleştirildikten sonra, kalıp mühendislerin gözetimi ve yönlendirmesi altında test edilmeye hazırdır. Testler, tutarlı ve optimal üretim için gerekli değişkenleri ve parametreleri belirlemek amacıyla yürütülür.
Rosti’nin kıdemli proses teknisyenlerinden alınan geri bildirimlerle, mühendisler her bir kalıpta ayırılmış II veya ayırılmış III süreçlerinin seçimini onaylar ve bu süreç şablonunu PPAP (Üretim Parçası Onay Prosesi) ve devam eden üretim için doğrular. Üretim arttırıldığında ise mühendisler, süreci en iyi sonuçlara ulaşacak şekilde sürdürmek ve optimize etmek için okumaları ve çıktıları izlemeye devam eder.
Üretime uygun tasarım, bilimsel kalıplama sürecine nasıl entegre olur?
Üretim için tasarım, bilimsel enjeksiyon kalıplamada maliyetleri azaltmak için en önemli hususlardan biridir. Boothroyd Dewhurst, Inc., üretim ve montaj için tasarım (DFMA) yöntemini ticarileştiren ilk şirket olarak, yeni bir ürünün maliyetinin %80’inin doğrudan tasarımla ilişkili olduğunu tespit etmiştir.
Boothroyd Dewhurst, Inc. Başkanı John Gilligan’a göre, “DFMA’nın doğru yapı, malzeme, süreç ve işçilik seçimine yardımcı olmak amacıyla kullanılması, şirketlerin günümüz küresel pazarlarında ikinci bir şans bulmasının zor olması nedeniyle kritik hale gelmiştir.”
Bu nedenle, bir kalıp üreticisi / enjeksiyon kalıpçısının tasarım sürecine dahil olması için en iyi zaman, geliştirme döngüsünün erken safhasıdır. Bunu yapmak, müşteri hedeflerini en iyi şekilde anlamaya ve beklenmedik sürprizleri önlemeye yardımcı olacaktır.
Rosti’nin plastik enjeksiyon kalıplamada üretim için tasarıma kapsamlı rehberinde, tasarım optimizasyonu için dört aşamalı bir yaklaşım ortaya koyduk. Bunlar şunlardır:
Üretim için Tasarım
Üretim için Tasarım (DFM), bir ürünün üretim maliyetlerini azaltmak amacıyla tasarlanması veya mühendisliği sürecini tanımlar; böylece potansiyel sorunlar, çözülmelerinin en ucuz olduğu tasarım aşamasında giderilebilir.
Fonksiyonellik İçin Tasarım
Plastik parça tasarım süreci boyunca, parça ile ilgili fonksiyonel gereksinimlere odaklanmak çok önemlidir. Deneyimli tasarım mühendisleri, parçanın karşılaşacağı unsurlar, dayanması gereken kimyasal veya aşındırıcı maddeler, fonksiyonel kozmetik özellikler ve daha fazlası dahil olmak üzere, parçanın fonksiyonel gereksinimlerini karşıladığından emin olacak değişiklikler konusunda tavsiyelerde bulunmalıdır.
Montaj için Tasarım
Montaj için tasarım (DFA), ürünlerin kolayca monte edilebilmesi amacıyla tasarlandığı ve nihai hedefin montaj süresiyle maliyetlerinin azaltılması olduğu bir süreçtir. DFA’nın en önemli maliyet avantajları genellikle bir montaj içindeki parça sayısının azaltılmasıyla elde edilir.
Sürdürülebilirlik İçin Tasarım
Sürdürülebilirlik için tasarım, baskı ölçüm amacını göz önünde bulundurarak parçaların sürekli olarak uygun toleranslarda ve doğru ölçümle üretilmesine odaklanır.
Malzeme Seçimi, Bilimsel Enjeksiyon Kalıplamada Neden Bu Kadar Önemli?
Bilimsel kalıplamada Neden Kalıpçılar Başarısız Olur? başlıklı bir makalenin yazarı Kip Doyle’a göre, birçok kalıpçı “makine odaklı” yaklaşımdan öteye geçememekte ve plastiğin “bakış açısından” kalıp yapamamaktadır. Doyle, birçok makalenin dört ana plastik değişkeni (plastik sıcaklığı, plastik akışı, plastik basıncı ve plastik soğuma hızı ve zamanı) üzerinde yazıldığını ve bilimsel bir kalıpçının bu yaklaşımı anlaması, süreci plastiğin bakış açısından optimize etmesi gerektiğini belirtmektedir.
Üretilebilirlik için tasarım sürecinin başında enjeksiyon kalıplama ortağınızla birlikte en iyi reçinenin seçilmesi, bir parçanın üretim başarısı için kritik öneme sahiptir. Başlamak için iyi bir yöntem, iki ana reçine türü hakkında genel bilgi edinmektir: amorf ve yarı kristal.
Polimerler, kristal yapılarına – yani polimerin moleküllerinin nasıl dizildiğine – göre tanımlanan yapılardan oluşur.
Kristal yapılar genellikle çok düzenlidir, bu da malzemeye güç ve sağlamlık kazandırır. Amorf polimerler ise tam tersidir. Bazen ikisi arasındaki ayrım net değildir. Çoğu polimerde, kristal ve amorf yapıların bir karışımı bulunur. Polimerin işlenme şekli, bunların oranını belirler.
Enjeksiyon Kalıplama Reçinesi Seçimine Hazırlık başlıklı yazımızda, polimerler arasındaki farkları daha ayrıntılı olarak açıklıyoruz.
Enjeksiyon kalıplı parçanızın planlanan nihai kullanımını düşünürken, bu temel özellikleri anlamak en iyi reçineyi seçmek için esastır.
Parça Görünümü ve Geometrisi
Bir parçanın genel görünümü ve geometrisi, kalıplama yeteneği ve kullanılacak reçine türü üzerinde önemli bir etkiye sahiptir. Parça tasarımı; boyut, şekil ve duvar kalınlığı gibi unsurlar, parçayı kusurlara yatkın hale getirebilirken, klipsler, alttan kilitlemeler, tapalar, nervürler gibi özellikler kalıplama sürecini zorlaştırabilir.
Enjeksiyon kalıpçılarının, proje üretime geçmeden önce kalıp tasarımını ve reçine seçimini optimize etmek için en son teknolojiyi kullanarak simülasyon yapmaları kritiktir – burada SolidWorks Premium plastik akış simülasyonu, erken aşamalarda öngörücü içgörü sunar.
Parça Dayanıklılığı ve Esnekliği
Malzeme seçimi aynı zamanda kalıplanan parçanızın dayanıklılığı ve esnekliğinde de kritik bir rol oynar. Tasarım sürecinin başında özel gereksinimlerin belirlenmesi, sonradan ortaya çıkabilecek maliyetli değişikliklerin önüne geçebilir. Sertlik, dayanıklılık, tokluk gibi özelliklerin dengelenmesi, optimal parça fonksiyonelliği için önemlidir.
Katkı Maddelerinin Kullanımı
Mevcut reçinelerle istenen malzeme performansı sağlanamazsa, birden fazla reçinenin özelliklerini artırmak için özel malzeme karışımları oluşturulabilir. Katkı maddeleriyle güçlendirilen malzemeler, parçalara dayanıklılık ekleyebilir ve eğilmeyi ya da büzülmeyi azaltan sertlik kazandırabilir. Cam veya karbon fiber gibi katkılar, parça performansını artırmak, akışı, çıkarmayı ve dağılımı iyileştirmek için kullanılabilir.
Yüksek Isıya Dayanıklı Malzemeler
Enjeksiyon kalıplama sürecinde tasarımın önemli rolünden bahsetmiştik; bu, özel uygulamalar için parçanın dayanıklılığını, stabilitesini ve diğer önemli özelliklerini geliştirmek amacıyla yüksek sıcaklığa dayanıklı malzemeler kullanıldığında daha da önem kazanır. Geleneksel kalıplama teknikleri, yüksek sıcaklık veya özel reçinelerle her zaman etkili değildir.
Yüksek ısıya dayanıklı ve egzotik reçinelerin bazı özellikleri benzersizdir ve kullanım alanına bağlı olarak farklılık gösterebilir. Hem tasarımın hem de malzemenin tüm avantajlarından yararlanmak için, deneyimli tasarım mühendisleri ve enjeksiyon kalıpçılarının göz önünde bulundurması gereken birçok faktör vardır. Bu yazıda, yüksek ısıya dayanıklı veya egzotik reçinelerle enjeksiyon kalıplama için parça tasarımı yaparken dikkate alınması gereken temel ve ileri birkaç ipucu ele alınmaktadır.
Plastik Bekletme Süresinin Hesaplanması
Plastik bekletme süresi, plastik veya reçinenin imalat sırasında ısıya maruz kaldığı süredir.
İlgili üretim süreci için ⟨1⟩spesifik plastik bekletme süresinin hesaplanmasına⟨/1⟩ zaman ayırmak, malzeme performansınızı ve nihai ürününüzün genel kalitesini artırır.
Malzemenin vida bölümünün ilk aşamasındaki bekletme süresini anlamak, üretim ihtiyaçlarınıza uygun optimum zaman ve sıcaklığı belirlemenize yardımcı olur.
Plastik Bekletme Süresi Neyi Etkiler?
Plastik bekletme süresi çok uzun olursa, parça kalitesini çeşitli şekillerde etkileyebilir:
- Üretilen parçalarda genel zayıflık
- Renk değişimi
- Gözle görülmeyen bozulma
- Genel olarak kalitesiz bir ürün
Ancak, bu durum makine performansını da etkileyebilir; eriyik kalitesinde ve şarj ağırlığında tutarsızlığa, ayrıca eriyik sıcaklığına sebep olabilir.
Paylaşılan her formül veya hesaplamaya rağmen, plastik bekletme süresi, her bir üretici tarafından kendi özel ürününe uygun oranı belirlemek için ayrı ayrı hesaplanmalıdır.
Bilimsel kalıplama uygulamalarını kullanan Rosti, kalite kontrolünü değerlendirmek ve takımlamada gerekli ayarlamaları yapmak için kaydedilen verileri kullanmaktadır; böylece genel parça kalitesini artırır ve yanlış hesaplanan plastik bekletme süresinin olumsuz etkilerinden kaçınır.
Plastik bekletme süresinin hesaplanmasının önemi hakkında daha fazla bilgiyi burada bulabilirsiniz.
Plastik değişkenleri, kalıplanacak malzemenin doğasının ve tercih edilen kalıplama koşullarının anlaşılmasını gerektirir. Bir malzemenin ana özellikleri, davranışı ve işleme yanıtı anlaşıldığında, bilimsel kalıpçılar en tutarlı parçayı üretmek için kalıplama sürecini optimize edebilirler.
Parça Tasarımı ve Takım Optimizasyonu İçin Hangi Bilimsel Kalıplama Özellikleri Kullanılır?
Prototip ve üretim bileşenleri için takım oluşturulması, yeni ürünlerin geliştirilmesindeki en zaman alıcı ve maliyetli aşamalardan birini temsil eder. Üretim süresini ve maliyeti azaltmak amacıyla, bilimsel kalıplama uygulamalarının evrimiyle birlikte prototipleme ve üretim süreçleri hızla geliştirilmiştir.
Bilimsel kalıplama, tekrarlanabilir sonuçlar üreten bir süreç geliştirmek için verilerin kullanılmasını içerir ve neredeyse hiç değişkenlik göstermez. Reçine uzmanlığı ve test yoluyla, kalıplanan bir parçanın boyutsal ve mekanik özellikleri optimize edilebilir. Sıklıkla kalıp dolum simülasyonu ve süreç kontrol sistemleriyle sağlanan öngörülü analiz, süreç doğrulama ve eksiksiz süreç dokümantasyonu, zorlu parçaların üretimi için hayati öneme sahiptir.
Parça Optimizasyonu
Tasarım mühendisleri, özel uygulamalar için parça tasarımını optimize etmede geçmiş deneyim ve bilgilerine güvenmelidir. Parça tasarımıyla ilgili bilimsel kalıplama unsurları, son kullanım amacını doğrulayacak bilgisayar destekli mühendislik, kalıp akış analizi ve prototip geliştirme gibi en yeni yazılım ve teknolojilerin kullanılmasını içerebilir.
Tasarımda dikkate alınabilecekler şunlardır:
- Yarıçap, çekme açısı, çökme izleri, duvar kalınlığı vb.
- Kapı (gate) konumu
- Kaynak hattı lokasyonları
- Çevresel / son kullanım faktörleri
- Parça estetiği
Enjeksiyon kalıpçıları, bir parçayı tasarlayıp takımı ürettikten ve kalıplama işlemine başladıktan sonra tasarımın üretimde işe yaramadığını fark etmemek için, bu süreçlerden kaçınmayı bilmelidir. Prototip takım yapımı, kritik kalıp ve bilimsel kalıplama değişkenlerini doğrulamak ve optimize etmek için mükemmel bir yöntemdir.
Takım Optimizasyonu
Bilimsel kalıplama uygulamaları, takım tasarımını optimize etmek veya kötü tasarlanmış takımları iyileştirmek için de kullanılabilir. Enjeksiyon kalıplarının, tutarlı ve hatasız parçalar üretme performansları açısından değerlendirilmesi gereklidir. Mühendisler, uygun malzeme ayarlarını kullanarak bir kalıbın mekanik işlevselliğine dair her yönü incelemelidir.
Ardından, boşluklar arasındaki dengesizlikleri kontrol etmek için testler uygulanabilir. Bu analiz tamamlandıktan sonra, kalıp boşluklarındaki kapıların tam olarak hangi noktalarda tamamen kapandığına dair veriler toplamak amacıyla bir kapı sızdırmazlık çalışması yapılabilir. Bulguları kaydetmek ve süreçte veya takımda ayarlamalar için önerilerde bulunmak, olası kusurların düzeltilmesinde gereklidir.
Bilimsel Kalıplamada Kalite Kontrolünün Etkisi
Kalite kontrol, bilimsel kalıplama sürecinin geliştirilip mükemmelleştirilmesinde ayrılmaz bir rol oynar. Kaydedilen verilerin analiz edilip değerlendirilmesi sayesinde, ayarlamalar proaktif bir şekilde yapılabilir ve kalıplanan parçaların genel kalitesi artar. Bu kalite standartlarına ulaşıldığında, bilimsel kalıplama ilkeleri üretim akışını büyük ölçüde kolaylaştırır. Bu artan verimlilik o kadar belirgindir ki operatör müdahalesi ve makine gözetimi ihtiyacı azalır.
Önde gelen kalıpçılar, şimdi çığır açan “ışıksız üretim” stratejilerini benimsemektedir. Bu ortamlarda, gelişmiş otomasyon ekipmanları, geleneksel olarak insan müdahalesi gerektiren işlemleri üstlenerek modern üretimde teknolojinin potansiyelini sergiler.
Bilimsel kalıplama alanındaki sürekli gelişmeler, üreticileri teknoloji odaklı süreçlerle güçlendirerek, küresel ölçekte sağlam bir rekabet avantajı kazandırır.
Ayrıca, RJG kalıpçılara temel parametreleri gerçek zamanlı izleme imkanı sunar. Kritik değişkenlere dair bilgiler sağlayarak, üreticilere tutarlı kaliteyi korumalarına, hurda oranını azaltmalarına ve kalıplama süreçlerini istikrarlı hale getirmelerine yardımcı olur. Bu sistem ayrıca kalıp içi plastik basınç değişimlerinin izlenmesine de olanak tanır ve ürünlerin farklı üretim süreçlerinde kalite açısından tutarlı olmasını sağlar.
RJG’nin kalıp içi basınç sensörleri, izleme ve kontrol için ekstra bir katman sunar. Kalıptaki basınçların ölçülüp yönetilmesi, tutarlı ve yüksek kaliteli parçalar elde etmek için kritik bir faktördür.
Her atımda işlenme verisinin geçmişini kaydedebilme özelliği sayesinde, enjeksiyon kalıpçıları süreçlerini analiz edip iyileştirmek için büyük miktarda bilgiye sahip olur. Bu veriye dayalı yaklaşım, kalite tutarsızlıklarına karşı proaktif bir yanıt verilmesini sağlar ve daha öngörülebilir, güvenilir sonuçlara ulaşılmasına yardımcı olur.
Bilimsel Kalıplama Enjeksiyon Kalıplamayı Nasıl Dönüştürdü?
Bilimsel kalıplama uygulamalarındaki ilerlemeler, plastik endüstrisini yüksek seviyede etkilemiştir. Bu sayede işletmeler hem maliyet hem de teslimat süresi açısından iyileştirme yapabilmiş, aynı zamanda plastik parça üreticileri de kusur ihtimalini azaltıp üretilen ürünlerin genel kalitesini artırabilmiştir. Diğer örnekler arasında:
Rekabet Avantajı
Karmaşık enjeksiyonla üretilen parçaların tasarımı ve üretiminde, sadece en yeni süreçleri uygulayan değil aynı zamanda coğrafi olarak ulaşılabilir bir ortağa sahip olmak büyük avantaj sağlar. Birçok şirket, üretim ortaklarının yakın olmasının faydalarını fark ediyor. Hızlı tepki verme ve kısa sürede önemli değişiklikler yapabilme yetisi, üretici seçiminde sıkça önemsenen bir faktördür. Üretim tesisleri gelişmiş üretim süreçlerini, özellikle ışıksız üretim fonksiyonlarını benimsediğinde, bu, ortaklarına mümkün olan en verimli şekilde çalışıp parça ürettiklerini gösterir.
Daha Hızlı Teslimat ve Daha Düşük Maliyet
Üretim süreçleri akıllı ve veri odaklı bir şekilde kurulu ve izleniyorsa, şirketler üretim kapasitelerinde artış ve siparişlerini çok daha hızlı tamamlama avantajı görürler. Her iş için uygun olmasa da, otomatik kalıplama orta ve yüksek adetli işler için, yılda yaklaşık 2.000 saat ve üzeri için en uygunudur.
Ayrıca, bilimsel kalıplama uygulamalarının oluşturduğu kapasite, hız ve işgücü verimliliği müşteriye yansıtılabilir – nihayetinde toplam ürün maliyetini düşürür. Doğru şekilde yönetildiğinde, bu süreç OEM’in üretim esnekliğini de artırır.
Yüksek Eğitimli İşgücü
Otomasyon, ışıksız üretim ve enjeksiyon kalıpçılarında sunulan diğer bilimsel kalıplama imkanlarından bahsederken, çoğu zaman insan gücünü azaltmanın olumlu yönleri ön plana çıkar. Süreç, daha akıcı bir üretim yaklaşımı sağlayabilir ve daha az kişinin dahil olabilmesine olanak tanıyabilir; ancak, her proje teknolojiyle yürütülemez. En yeni teknoloji ve süreçler, akıllı kararlar verebilen, ekipmanı koruyabilen, yüksek eğitimli ve adanmış bir işgücü gerektirir.
Fikri Mülkiyetin Korunması
Ürün üreticileri sektörde rekabetçi olabilmek için yenilik ve pazara hızlı girişe güveniyorsa, üretimin çeşitli yönlerini yurt dışına taşımak tasarımların patent ihlali, sahtecilik ve daha fazlasına maruz kalmasına yol açabilir. Her şeyi —tasarım, geliştirme ve üretim— tek çatı altında tutan saygın ve bilgili bir ortakla çalışmak, üreticinin hem tüm fikri mülkiyetini hem de süreç boyunca edindiği deneyimlerini koruyup elinde tutmasını sağlar.
Bilimsel Kalıplama Süreçleri Uygulayan Bir Enjeksiyon Kalıpçısıyla Çalışmak Daha Maliyetli mi?
Kalıpları akıllıca tasarlayıp parçaları doğrulamak için bilimsel kalıplama süreçlerini kullanan bir kalıpçı ile ortaklık kurarak tasarruf edebilirsiniz. Akıllıca tasarlanan kalıplarda daha az malzeme kullanılır ve kusurlar azalır – her ikisi de doğrudan maliyetlerin düşmesine katkıda bulunur.
Ayrıca, üretim için tasarım analizleri sırasında iyileştirme fırsatları belirleyebilen bir enjeksiyon kalıpçısıyla çalışmak büyük tasarruflar sağlayacaktır. Yarıçap, çekme açısı, duvar kalınlığı, yolluk yeri ve diğer kalıplanabilir özelliklerde erken aşamalarda sorunların tespiti, ileride finansal ve kozmetik sorunları önler. Aslında, üretim maliyetlerinin yüzde 80’i tasarım kararlarıyla belirlenebilir.
Bir Sonraki Bilimsel Kalıplama Projenizde Neden Rosti?
Bilimsel kalıplama, üreticinin küresel ölçekte rekabet edebilmesi için gereken verimlilik, maliyet yapısı ve üretim kapasitesini oluşturmak adına sistematik ve kapsamlı bir yaklaşımdır.
Bilimsel kalıplama uygulamaları sayesinde Rosti, müşterilerine hem üstün kalite hem de maliyet avantajı sağlama yeteneği kazandı. Son derece gelişmiş teknoloji ve süreçler kullanarak, parçaları daha verimli bir şekilde üretip iyi parçaların sağlanması için gereken kalite kontrollerinin sıklığını azaltabiliyoruz. Rosti’nin yüksek eğitimli ve bilgili ekibi, müşterilerimize ürünlerinin birinci parçadan 2.000.000’uncu parçaya kadar ve sonrasında da tutarlı şekilde üretileceğine dair güven verir.
Rosti’nin bilimsel kalıplama uygulamaları hakkında daha fazla bilgi almak ister misiniz? Yaklaşımımızı öğrenmek ya da bir sonraki projenizi görüşmek için bugün bizimle iletişime geçin!