
Plastik Enjeksiyon Kalıplamada Üretim için Tasarım (DFM) - Kapsamlı Bir Kılavuz
Plastik dünyasında, Üretim için Tasarım (DFM), müşteri kalite ve maliyet beklentilerini karşılayacak kalıplama ve üretimden önce plastik bir parça veya ürün tasarlamak için gerekli sanat, bilim ve teknolojilerin birleşimidir. DFM'nin amacı daha yüksek düzeyde müşteri memnuniyeti, daha düşük üretim maliyetleri ve daha fazla kâr sağlamaktır.
DFM, hedeflerine ulaşmak için kalıpçı, OEM ve müşteri arasında işbirliği gerektirir. Sınıfının en iyisi üretim süreçlerinden yararlanmalıdır. İlkeleri, malzeme seçimini de içeren bilimsel bir kalıplama sürecini yönlendirir. Kalıpçının üretim ekipmanının maksimum performans kapasitesini kabul etmeli ve bu kapasite dahilinde çalışmalıdır. Tasarım sürecinde simülasyon ve kurumsal kaynak planlama yazılımı ve üretim için robotik ve süreç kontrol sistemleri gibi en son teknolojiyi kullanmalıdır.
Bu sayfada Rosti, müşterilerimizin ve potansiyel müşterilerimizin takımlama başlamadan önce tasarım doğrulama sürecindeki rolünü anlamalarına yardımcı olmak için DFM'yi araştırıyor. Bu sayfanın tamamını buradan PDF olarak indirebilir, bu sayfayı aşağı kaydırarak görüş ve gözlemlerimizin tamamını okuyabilir veya sizi ilgilendiğiniz bir konuya götürmek için yukarıdaki bağlantılardan herhangi birine tıklayabilirsiniz.
Üretim için Tasarım (DFM), mümkün olan en yüksek kalitede mümkün olan en düşük birim maliyetleri gerçekleştirmek amacıyla üretiminde kullanılan ekipman ve/veya süreç için üretim verimliliklerini optimize eden bir ürün tasarlamayı içerir. DFM'yi plastik enjeksiyon kalıplı bir ürünün üretimine entegre etmenin en önemli nedeni, üretim maliyetlerinin %70'inin tasarım kararlarıyla belirlenebilmesidir.
DFM, bir parça veya ürün için doğru üretim sürecini seçmeyi; farklı teknolojilere yatırım yapmayı, en son tasarım ilkelerini kullanmayı (aşağıda tartışılmıştır) ve müşterileriniz ve potansiyel müşterileriniz tarafından talep edilen tutarlılığı ve kaliteyi sağlamak için doğru özelliklere sahip doğru malzemeleri seçmeyi gerektirir.
DFM bir başka müşteri talebinin de önemli bir parçasıdır: üretim ve montaj maliyetlerinin düşürülmesi. Bunun nasıl başarıldığına dair basit bir bakış aşağıda sunulmuştur; ancak bir DFM planı masa başında tamamlandığında, kalite ve maliyetler arasında "tam doğru" bir denge kurmaya odaklanan bir mühendislik belgesi olmalıdır.
Plastik bileşenlerin üretiminin karmaşıklığı göz korkutucu olabilir, zorluklarla ve yüksek maliyetlerle dolu olabilir. Ancak, üretim için sağlam tasarım (DFM) ilkelerinin kullanılması süreci önemli ölçüde basitleştirebilir ve masrafları azaltabilir. Aşağıda, zorlukları azaltmanıza, maliyetleri düşürmenize ve üretim hattınızı düzene sokmanıza yardımcı olacak, plastik bileşen üretimi için özel olarak hazırlanmış 13 stratejik üretim için tasarım kılavuzu yer almaktadır.
-
Plastik enjeksiyon kalıplamada DFM maliyetleri ve pazara sunma süresini azaltır
Plastik enjeksiyon kalıplamada DFM ilkelerini en başından itibaren uygulamak sadece maliyetleri düşürmekle kalmaz, aynı zamanda pazara çıkış süresini de hızlandırır. DFM'ye erkenden, hatta kalıplama başlamadan önce başlamak, tasarım sürecindeki potansiyel tuzakları yakalamanızı sağlayarak hem zamandan hem de kaynaklardan tasarruf etmenizi sağlar.
-
Tasarıma meydan okumak için herkesi masaya getirin
Başarılı bir ürün yaratmak disiplinler arası bir yaklaşım gerektirir. Bu da mühendisleri, tasarımcıları, fason imalatçıları, kalıp imalatçılarını ve malzeme tedarikçilerini bir araya getirmek anlamına gelir. Her bir taraf benzersiz bir bakış açısı getirir ve birleşik görüşleri, daha iyi üretilebilirlik için tasarımın incelenmesine ve rafine edilmesine yardımcı olabilir.
-
Toplam parça sayısını azaltmak için tasarım
Bir tasarımdaki her bileşen karmaşıklık ve maliyet ekler. Toplam parça sayısını azaltmak için tasarımınızı optimize ederek, üretim sürecini önemli ölçüde kolaylaştırabilir ve malzeme ve işçilik maliyetlerinden tasarruf edebilirsiniz.
-
Modüler bir tasarımla inşa edin
Modüler tasarım esnekliği ve montaj, onarım ve yükseltme kolaylığını destekler. Parçaların değiştirilebilirliğini sağlar, üretim süresini kısaltır ve toplam üretim maliyetini düşürür.
-
İhtiyaç duyulan makine operasyonlarının sayısını sınırlayın
Her makine operasyonu hata için bir fırsattır ve toplam maliyeti artırır. Verimli tasarım yoluyla makine operasyonlarının sayısını sınırlamak üretim sürecini geliştirebilir, israfı azaltabilir ve potansiyel arıza sürelerini en aza indirebilir.
-
Standart bileşenler kullanın
Standart bileşenler kolaylıkla temin edilebilir, daha ucuzdur ve özel üretim gerektirmez. Bunları tasarımınıza dahil etmek maliyetleri büyük ölçüde azaltabilir, montaj ve bakımı kolaylaştırabilir.
-
Parçaları çok işlevli olacak şekilde tasarlayın
Çok işlevli parçalar birden fazla görevi yerine getirerek bir tasarımda ihtiyaç duyulan bileşen sayısını azaltabilir. Bu yaklaşım sadece üretimi basitleştirmekle kalmaz, aynı zamanda ürün işlevselliğini ve değerini de artırır.
-
Çoklu kullanım için tasarım parçaları
Birden fazla kullanım için tasarlanan parçalar çeşitli ürün gruplarında kullanılabilir, bu da üretim verimliliğini artırır ve envanter maliyetlerini azaltır. Bu ilke aynı zamanda atıkları azaltarak daha sürdürülebilir tasarımlar oluşturulmasına da yardımcı olur.
-
İmalat kolaylığı için tasarım
İmalat kolaylığı tasarım sürecinde birincil hedef olmalıdır. Basit şekil ve tasarımların üretimi daha kolay ve ucuzdur, daha az makine işlemi gerektirir ve üretim hatalarına daha az eğilimlidir.
-
Ayrı bağlantı elemanlarından kaçının
Ayrı bağlantı elemanları montajın karmaşıklığına katkıda bulunur ve maliyetleri artırır. Parçaları birbirine kenetlenecek veya geçecek şekilde tasarlamak montajı basitleştirebilir ve ek bileşenlere olan ihtiyacı azaltabilir.
-
Montaj talimatlarını en aza indirin
Montaj yönlerinin sayısının azaltılması montaj sürecini basitleştirebilir, montaj hatası olasılığını azaltabilir ve sonuç olarak maliyetleri düşürebilir. Bu yaklaşım aynı zamanda üretim hattının hızını ve verimliliğini de artırabilir.
-
Uyumluluğu en üst düzeye çıkarın
Üretimde endüstri standartlarına ve yönetmeliklere uyum çok önemlidir. Bu standartları doğal olarak karşılayan bir tasarım, üretim sürecini basitleştirir, uyumsuzluk cezaları riskini azaltır ve ürünün pazarda kabulünü artırır.
-
Kullanımı en aza indirin ve bir tasarımın parçaların paketlenmesi ve nakliyesini nasıl etkilediğini göz önünde bulundurun
Taşıma, paketleme ve nakliyenin her adımı maliyete ve potansiyel hasar riskine katkıda bulunur. Taşıma işlemini en aza indirmek ve tasarımın paketleme ve nakliye üzerindeki etkisini göz önünde bulundurmak, önemli maliyet tasarrufları sağlayabilir ve ürünün genel kalitesini artırabilir.
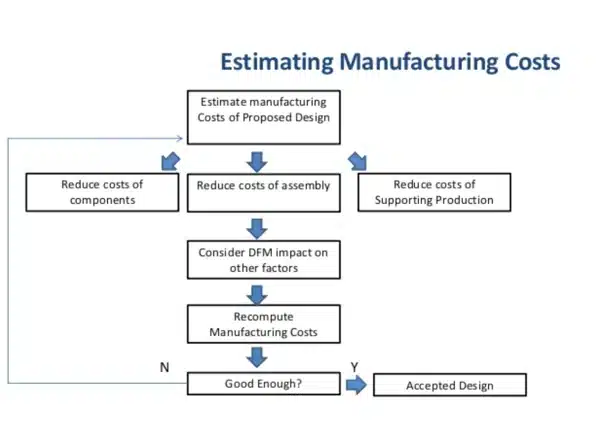
Sadece üretim maliyetlerini tahmin etmenin ötesinde, enjeksiyon kalıpçınız bileşen maliyetlerini azaltmak, montaj maliyetlerini azaltmak, üretimi destekleme maliyetlerini azaltmak ve DFM kararlarının tüm tasarım ve üretim süreci boyunca diğer faktörler üzerindeki etkisini belirlemek için DFM ilkelerini kullanmalıdır.
DFM ilkelerini kullanan bir kalıpçı seçmenin bir diğer nedeni de plastik enjeksiyon kalıplı parçaların artan karmaşıklığıdır. Müşterilerin kalite/maliyet gereksinimlerini karşılamak için tasarım aşamasında tolerans, çekim açıları, alt kesimler ve daha fazlasının dikkate alınması gerekir.
-
Daha Düşük Üretim Maliyeti
Üretim için Tasarım (DFM) plastik bileşenlerin üretim maliyetlerini önemli ölçüde düşürebilir. Plastic Components Inc. şirketinde tasarım mühendisleri, maliyet etkinliği ve verimlilik sağlamak için enjeksiyon kalıplama için DFM'nin avantajlarından yararlanmaktadır.
-
Daha Yüksek Kalite
Üreticiler, bir projenin başlangıcından itibaren DFM'ye odaklanarak nihai ürünün kalitesini artırabilirler. Tasarımın her yönünün enjeksiyon kalıplama süreci için optimize edilmesini sağlayarak daha az kusur ve daha yüksek genel kalite elde edilmesini sağlar.
-
Daha Hızlı Pazara Sunma Süresi
DFM, gereksiz adımları ve verimsizlikleri ortadan kaldırarak üretim sürecini kolaylaştırır. Bu, bir ürünün tasarım aşamasından pazara sunulmasına kadar geçen süreyi büyük ölçüde azaltarak üreticilere rekabet avantajı sağlayabilir.
-
Daha Düşük Sermaye Ekipman Maliyeti
DFM, üretim süreci için tasarımı optimize ederek özel makine ve araçlara olan ihtiyacı azaltabilir. Bu da daha düşük sermaye ekipmanı maliyetleri ve daha ekonomik bir üretim süreci ile sonuçlanır.
-
Daha Fazla Otomasyon Potansiyeli
DFM ilkeleri, üretim sürecinde otomasyon için daha büyük bir potansiyel ortaya çıkarabilir. Otomasyon için optimize edilmiş tasarımlar üretim maliyetlerini daha da düşürebilir, verimliliği artırabilir ve daha tutarlı ürün kalitesi sağlayabilir.
-
Üretimi Daha Hızlı Hale Getirin
DFM, tasarım aşamasındaki potansiyel üretim sorunlarını ortadan kaldırarak tam ölçekli üretime daha sorunsuz bir geçiş sağlar. Bu da üretimin daha hızlı bir şekilde artırılabileceği, pazara sunma süresinin kısalacağı ve müşteri memnuniyetinin artacağı anlamına gelir.
-
Daha Az Mühendislik Değişikliği
DFM, potansiyel üretim sorunlarının tasarım aşamasında belirlenmesine ve çözülmesine yardımcı olur. Bu, üretim başladıktan sonra maliyetli ve zaman alıcı mühendislik değişikliklerine olan ihtiyacı azaltarak daha verimli ve uygun maliyetli bir üretim sürecine katkıda bulunur.
-
Daha düşük malzeme ve işçilik maliyetleri
DFM, tasarımı verimlilik ve üretim kolaylığı için optimize ederek hem malzeme hem de işçilik maliyetlerinde önemli tasarruflar sağlayabilir. Bu da daha ekonomik ve sürdürülebilir bir üretim süreciyle sonuçlanır.
-
Ürün geliştirme döngü süresini azaltın
DFM, potansiyel üretim sorunlarını tasarım aşamasında belirleyerek ürün geliştirme döngüsü süresini önemli ölçüde kısaltabilir. Bu, üretime sorunsuz bir geçiş sağlar ve ürünlerin pazara daha hızlı sunulmasına yardımcı olur.
-
Standartlara vurgu maliyetleri düşürür
DFM, endüstri standartlarına ve en iyi uygulamalara bağlılığı vurgular. Bu sadece nihai ürünün kalitesini ve güvenliğini sağlamakla kalmaz, aynı zamanda uyumsuzluk ve yeniden işleme ile ilgili maliyetleri de azaltır.
Bir kalıp oluşturulmadan önce, plastik enjeksiyon kalıplı parçalar için en iyi DFM uygulamaları aşağıdaki kritik unsurları içerir:
Malzeme Küçülme Oranını Anlama:
Büzülme, enjeksiyondan sonra soğudukça kalıplanan parçanın büzülmesidir. Tüm malzemeler reçine ailesine (amorf ve kristal malzemeler), kalıp tasarımına ve işleme koşullarına bağlı olarak farklı büzülme oranlarına sahiptir. Reçine ayrıca akış yönüne bağlı olarak farklı şekilde büzüşebilir. Genel bir kural olarak, kalıp sıcaklığındaki %10'luk bir değişiklik orijinal büzülmede %5'lik bir değişikliğe neden olabilir. Ayrıca enjeksiyon basıncının da büzülme oranları üzerinde doğrudan bir etkisi vardır. Enjeksiyon basıncı ne kadar yüksek olursa büzülme oranı da o kadar düşük olur. Tipik kalıp çekme oranlarını buradan görüntüleyin.
Taslak Değerlendirmeleri:
Bir parçanın özelliklerinin bir kalıpta nasıl oluşturulduğu, ihtiyaç duyulan taslak türünü belirler. Kör delikler veya cepler tarafından oluşturulan özellikler (çoğu çıkıntı, nervür ve direk gibi) kalıbın içine doğru uzandıkça incelmelidir. Kızaklar tarafından oluşturulan yüzeyler, çelik fırlatılmadan önce yüzeyden ayrılırsa çekime ihtiyaç duymayabilir. Parçanın kalıptan çıkış yönüne paralel uzanan duvarlar, nervürler, direkler ve çıkıntılar gibi ürün özelliklerine açılar veya koniklikler eklemeyi düşünün, bu da parça çıkışını kolaylaştırır.
- Çoğu malzeme için en az bir buçuk derecelik bir çekim açısı kabul edilebilir. Yüksek ısılı ve egzotik reçineler bir ila iki derece çekim gerektirebilir. Her 0,001 inç doku derinliği için ilave bir derece çekim ekleyin.
- Tüm yüzeyleri kalıp ayırma yönüne paralel olarak çizin.
- Fırlatmaya yardımcı olmak ve eşit duvar kalınlığını korumak için her iki kalıp yarısında oluşturulan açılı duvarlar ve diğer parça özellikleri.
Düzgün Duvar Kalınlığının Korunması:
Kalın kesitlerden kaçınmak için bir parça boyunca (mümkünse) eşit duvar kalınlığı esastır. Üniform olmayan duvarlar tasarlamak, eritilen malzeme soğudukça parçanın eğrilmesine yol açabilir.
Farklı kalınlıktaki bölümler gerekiyorsa, malzemenin boşluk içinde daha eşit bir şekilde akmasını sağlamak için geçişi mümkün olduğunca yumuşak yapın. Bu, tüm kalıbın tamamen doldurulmasını sağlar ve sonuçta kusur olasılığını azaltır. Kalınlık geçişlerinin yuvarlatılması veya sivriltilmesi, kalıpta oluşan gerilmeleri ve kalınlıktaki ani değişikliklerle ilişkili gerilme konsantrasyonunu en aza indirecektir.
Parçanız için uygun et kalınlığının dahil edilmesi, üretim maliyeti ve üretim hızı üzerinde ciddi etkilere sahip olabilir. Kullanılabilecek minimum et kalınlığı, parçanın boyutuna ve geometrisine, yapısal gereksinimlere ve reçinenin akış davranışına bağlıdır. Enjeksiyonla kalıplanmış bir parçanın et kalınlıkları genellikle 2mm - 4mm (0.080″ - 0.160″) arasında değişir. İnce duvar enjeksiyon kalıplama 0,5 mm (0,020 ″) kadar ince duvarlar üretebilir. Parçanızın tasarımı ve malzeme seçimi için uygun duvar kalınlıklarının uygulandığından emin olmak için deneyimli bir enjeksiyon kalıpçısı ve tasarım mühendisi ile çalışın.
Kenarlara Yarıçap Ekleme:
Bir parçanın ana alanlarına ek olarak, kenarlar ve köşeler söz konusu olduğunda tek tip et kalınlığı çok önemli bir tasarım unsurudur. Yuvarlatılmış köşelere geniş yarıçaplar eklemek, plastik bir parçanın tasarımına daha az stres konsantrasyonu ve malzemenin daha fazla akma kabiliyeti dahil olmak üzere birçok avantaj sağlayacaktır. Geniş yarıçaplı parçalar ayrıca daha ekonomik olma eğilimindedir ve daha fazla mukavemet ve görünüme sahip olarak üretilmeleri daha kolaydır.
Kaburganın Önemi:
Birçok tasarımcı, bir parçanın duvarlarını kalınlaştırarak parçanın mukavemetinin artacağını düşünür. Gerçekte, duvarları çok kalın yapmak çarpılma, batma ve diğer kusurlara neden olabilir. Nervür kullanmanın avantajı, duvar kalınlığını artırmadan bir parçanın mukavemetini artırmasıdır. Daha az malzeme gerektiren nervürler, ilave mukavemet için uygun maliyetli bir çözüm olabilir. Daha fazla sertlik için, yüksekliği artırmak yerine nervür sayısını artırın ve birbirinden nominal duvar kalınlığının en az iki katı aralıklarla yerleştirin.
Taslak Açısının Değerlendirilmesi:
Bir parçanın özelliklerinin bir kalıpta nasıl oluşturulduğu, ihtiyaç duyulan taslak türünü belirler. Kör delikler veya cepler tarafından oluşturulan özellikler (çoğu çıkıntı, nervür ve direk gibi) kalıbın içine doğru uzandıkça incelmelidir. Kızaklar tarafından oluşturulan yüzeyler, çelik fırlatılmadan önce yüzeyden ayrılırsa çekime ihtiyaç duymayabilir. Parçanın kalıptan çıkış yönüne paralel uzanan duvarlar, nervürler, direkler ve çıkıntılar gibi ürün özelliklerine açılar veya koniklikler eklemeyi düşünün, bu da parça çıkışını kolaylaştırır.
Parça Bitirme:
Plastik enjeksiyon kalıplı parçalar için yüzey kaplama seçenekleri parça tasarımına ve kullanılan malzemenin kimyasal yapısına bağlı olarak değişir. Seçilen malzemenin uygulanan finisaj türü üzerinde önemli bir etkisi olabileceğinden, finisaj seçenekleri tasarım sürecinin başlarında tartışılmalıdır. Parlak bir yüzey kullanılması durumunda, malzeme seçimi özellikle önemli olabilir. İstenen yüzey finisajını elde etmek ve bir parçanın kalitesini artırmak için katkı bileşiklerini değerlendirirken, bilgili malzeme bilimi uzmanlarıyla uyumlu bir enjeksiyon kalıpçısıyla çalışmak çok önemlidir.
Bu unsurların dikkate alınması, hataları yakalamak, verimlilik ve maliyet azaltma fırsatlarını görmek ve hatta sözleşme gerekliliklerinin uygulanabilirliğini değerlendirmek için mühendislik ve üretim uzmanlığını entegre etmek için esastır. Tipik olarak enjeksiyon kalıpçınız, kalıplama süreci başlatılmadan önce ekibinizle birlikte bu unsurların ayrıntılı bir analizini yapacaktır.
DFM, plastik enjeksiyon kalıplı ürünler veya parçalar üretmek söz konusu olduğunda "tek başına" bir kılavuz veya ilke değildir. İşlevsellik, montaj ve sürdürülebilirlik için tasarım gibi tasarım optimizasyonuna yönelik diğer yaklaşımlarla birlikte çalışır ve bunların her biri aşağıda daha ayrıntılı olarak ele alınmaktadır.
Üretim için Tasarım |
Üretim için Tasarım (DFM), üretim maliyetlerini düşürmek için bir ürünün tasarlanması veya mühendisliğinin yapılması sürecini tanımlar ve potansiyel sorunların en az maliyetli yer olan tasarım aşamasında giderilmesini sağlar. Çeşitli üretim süreçlerine bağlı olarak, DFM ile ilgili çeşitli toleransları, kuralları ve ortak üretim kontrollerini kesin olarak tanımlayan DFM uygulamaları için belirlenmiş kılavuzlar vardır. |
İşlevsellik için Tasarım |
Plastik parça tasarım süreci boyunca, parçanın işlevsel gereksinimlerine odaklanmak zorunludur. Deneyimli tasarım mühendisleri, parçanın hangi unsurlara maruz kalacağı, parçanın dayanması gereken kimyasal veya aşındırıcı malzemeler, işlevsel kozmetik özellikler ve daha fazlası dahil olmak üzere parçanın işlevsel gereksinimlerini karşılamasına yardımcı olacak modifikasyonlar hakkında önerilerde bulunmalıdır. |
Montaj için Tasarım |
Montaj için tasarım (DFA), montaj süresini ve maliyetlerini azaltma nihai hedefiyle ürünlerin montaj kolaylığı göz önünde bulundurularak tasarlandığı bir süreçtir. Bir montajdaki parça sayısının azaltılması genellikle DFA'nın en büyük maliyet avantajlarının ortaya çıktığı yerdir. |
Sürdürülebilirlik için Tasarım |
Sürdürülebilirlik için tasarım, parçaların baskı ölçüm amacı göz önünde bulundurularak tasarlanmasına odaklanır - sürekli olarak doğru ölçümle toleransların sürdürülmesi. |
Malzeme seçimi, yüksek kalite/düşük maliyet/hızlı üretim plastik enjeksiyon kalıplı parça ve ürünlere giden DFM yolunun kritik bir parçasıdır. Çok sayıda plastik türü ve bunların ilgili özellikleri, malzeme sağlayıcıları, enjeksiyon kalıpçıları ve ürün üreticileri arasındaki görüşmeleri kritik derecede önemli hale getirmektedir, çünkü tasarım sürecinin başlarında belirli ihtiyaçları ele almak, daha sonra maliyetli değişikliklerden kaçınmanın anahtarıdır.
Malzeme seçimi güç ve esnekliği, sıcaklık direncini, dayanıklılığı, görünümü, tokluğu, kullanım ömrünü ve (tabii ki) üretim maliyetini etkiler. Diğer ihtiyaçlar şunları içerebilir:
- Kurum onayları
- Montaj
- Kimyasal direnç
- Reçine mevcudiyeti
Doğru malzemeyi seçmek söz konusu olduğunda, bir kalıp ve takım oluşturmadan önce tüm bu faktörleri dengelemek için deneyim, uzmanlık ve tartışma gerekir. Aşağıda, DFM yaklaşımınız ve sürecinizde kullanabileceğiniz malzemelere ilişkin bir tartışma kılavuzu ve temel bir genel bakış bulacaksınız.
Uygun malzemelerin seçimi, enjeksiyon kalıplama sürecinin kritik bir yönüdür ve nihai ürünü etkileyebilecek çeşitli faktörlerin dikkatle değerlendirilmesini gerektirir. Seçilen malzeme, ürünün amaçlanan işlevi, güvenlik standartları, çevre koşulları ve bütçe kısıtlamaları ile uyumlu olmalıdır. Aşağıdaki çizelge, enjeksiyon kalıplama için plastik seçerken dikkate alınması gereken temel tartışma noktalarını özetlemektedir. Üreticiler bu unsurları ele alarak kendi özel enjeksiyon kalıplama ihtiyaçları için en uygun ve uygun maliyetli malzemeyi seçtiklerinden emin olabilirler.
| Kimyasal direnç | Çocuk güvenliği |
| Renk | FDA standartlarına uygunluk |
| NSF standartlarına uygunluk | REACH standartlarına uygunluk |
| RoHS standartlarına uygunluk | Dielektrik özellikler |
| Ekonomik veya maliyet kısıtlamaları | Kabartma gereksinimleri |
| Çevresel koşullar | Bitiş gereksinimleri |
| Esneklik | Gıda güvenliği |
| Isı, alev veya yanma direnci | Malzeme dayanımı |
| Mekanik koşullar | Yansıtıcılık veya şeffaflık ihtiyacı |
| Basınç direnci | Sertlik |
| Raf ömrü | Ağırlık direnci |
Üreticiler, ürünlere dahil edilen parçaları kalıplamak için çok çeşitli plastikler kullanmaktadır ve bronz, paslanmaz çelik, alüminyum ve seramik gibi diğer malzemelerin yerini giderek daha fazla almaya başlamıştır. Plastik kullanımının veya plastiğe geçişin en popüler nedenleri arasında parçanın genel ömrünün uzaması, ürünün diğer bileşenlerinde daha az aşınma, daha yüksek üretim hattı hızları, korozyon direnci ve ağırlığın azaltılması yer almaktadır. Buna ek olarak, şirketler çoğu zaman üstün performans özellikleri sergileyen parçalar plastiğe dönüştürüldüğünde ortalama yüzde 25-50 maliyet tasarrufu sağladıklarını bildirmektedir.

Kaynak: Grandview Research, Hammaddeye Göre Enjeksiyon Kalıplı Plastik Pazar Raporu, https://www.grandviewresearch.com/industry-analysis/injection-molded-plastics-market
Üretilebilirlik için tasarım sürecinin başlarında en iyi reçineyi seçmek için enjeksiyon kalıplama ortağınızla uyum sağlamak, bir parçanın üretim başarısı için çok önemlidir.
Malzeme seçimi, kalıplanmış parçanızın mukavemetinde ve esnekliğinde kritik bir rol oynar. Tasarım sürecinin başlarında belirli ihtiyaçların ele alınması, daha sonra maliyetli değişikliklerden kaçınmanıza yardımcı olabilir. Sertlik, dayanıklılık, tokluk ve diğerleri gibi özelliklerin dengelenmesi, optimum parça işlevselliği elde etmenin anahtarıdır. Ayrıca, daha yaygın olarak kullanılan bazı reçinelerdeki temel farklılıkları anlamak önemlidir.
ABS (akrilonitril bütadien stiren), erişilebilir bir fiyat noktasında nispeten kolay bir şekilde tedarik edilebilen ve kalıplanabilen yaygın bir enjeksiyon kalıplama malzemesidir. İyi darbe direnci sunan, kolayca işlenebilen ve çeşitli estetik gereksinimleri karşılayan güçlü, sağlam bir malzemedir. Reçine, sürekli yoğun ısıya maruz kalacak parçalar için ideal değildir, çünkü 200 Fahrenheit derecenin üzerinde / civarında bükülecek veya eriyecektir.
Polikarbonatlar, kolayca kalıplanabilen ve genellikle kırılma direncini artıran yüksek dereceli bir termoplastik sınıfıdır. Doğal olarak şeffaf olan polikarbonat, yüksek mukavemetli cam benzeri uygulamalar (güvenlik gözlükleri, tıbbi laboratuvar uygulamaları ve daha fazlası) için idealdir. Polikarbonat, daha yüksek derecede esnekliğin gerekli olduğu uygulamalar veya renkli estetik seçimler için uygun değildir.
Cam dolgulu naylon, temel naylon reçineye ekstra güç ve ısı direnci için cam elyafların eklendiği güçlendirilmiş bir termoplastiktir. Bu reçine aynı zamanda elektriği diğerlerine göre daha iletken değildir, ancak yüksek erime noktasına rağmen diğer malzemelere göre yanmaya karşı daha hassastır.
Polipropilen, endüstriyel ve tüketici uygulamaları için uygun olan esnek bir termoplastiktir. Orijinal şeklini kaybetmeden birçok şekilde manipüle edilebilen oldukça esnek bir reçine olarak bilinir. Polipropilen ayrıca solventlere, kimyasallara ve UV ışınlarına karşı direnç sunar.
Asetalin sürtünmeye karşı mükemmel direnç sağladığı ve oldukça sert bir malzeme olduğu bilinmektedir. Kalıplama sürecinde kolayca renklendirilebilir ve boyanabilir; ancak üstün ısı direnci sunmaz.
Enjeksiyon kalıplama reçinesi seçimine hazırlanırken en hayati adımlardan biri, ürün için kapsamlı bir malzeme seçim listesi oluşturmaktır. Liste kesinlikle fiyat hedefini ve reçine bulunabilirliğini içermelidir - reçine bulunabilirliği bir risk olabileceğinden yedek reçine seçenekleri göz önünde bulundurulmalıdır.
Yüksek ısı ve egzotik reçinelerin bazı özelliklerinin benzersiz olduğunu ve bir uygulamadan diğerine farklı performans gösterebileceğini göz önünde bulundurmak da önemlidir. Hem tasarımın hem de malzemenin tüm avantajlarından faydalanmak için deneyimli tasarım mühendislerinin ve enjeksiyon kalıpçılarının göz önünde bulundurması gereken bir dizi faktör vardır.
Plastik bir parça veya ürünün Üretim Tasarımı, bir kalıp veya takım oluşturmadan önce, yüzey işlemeyle ilgili tartışmaları ve kararları içermelidir. Yüzey işleminin istenen estetik ve performans özelliklerine ilişkin görüşmeler, seçilen malzeme türünü, gerekli katkı maddelerini ve dolum oranı, basınç ve sıcaklık toleransları gibi diğer parametreleri etkileyecektir.
Tasarım aşamasında, plastik enjeksiyon kalıplama ortağı, OEM ve müşteri, parça veya ürün için ihtiyaçlar gibi istenen sonuçları tartışmalıdır:
- Sıkışan gazların hızla dışarı çıkmasını sağlar
- Plastik akış kırışıklıklarının giderilmesi
- Daha iyi çıkartma yapışması elde etme
- Tutuşun iyileştirilmesi
- Boya yapışmasını iyileştirme
- Yüksek cilalı yüzey üretme
- Pürüzsüz bir yüzey üretme
- En yüksek cila kalitesinin üretilmesi
- Takım izlerinin giderilmesi
- Alt kesimler yapmak için doku kullanma
DFM yaklaşımının diğer bileşenleri gibi, yüzey işlemesi de bir sözleşmenin başlangıcında gerçekleşmesi gereken maliyet/kalite/müşteri memnuniyeti formülünün bir parçasıdır.
Malzeme kaplamaları, enjeksiyon kalıplı parçaların estetiğinde, işlevinde ve dayanıklılığında çok önemli bir rol oynar. Süper parlak bir yüzeyden kaba dokulu bir yüzeye kadar önemli ölçüde değişiklik gösterebilirler ve her biri farklı bir amaca ve uygulamaya hizmet eder. Bu kılavuzda, çeşitli malzeme yüzeyleri, bunlara karşılık gelen SPI standartları, bunları elde etmek için kullanılan yöntemler ve tipik yüzey pürüzlülüğü ölçümleri hakkında kapsamlı bir genel bakış sunuyoruz. Bu bilgiler, enjeksiyon kalıplı parçalarınız için uygun yüzey hakkında bilinçli kararlar vermenize yardımcı olacak ve hem estetik beklentileri hem de işlevsel gereksinimleri karşılamalarını sağlayacaktır.
| Bitirmek | SPI* Standart | Bitirme Yöntemi | Tipik Yüzey Pürüzlülüğü Ra (μm) |
| Süper yüksek parlak kaplama | A-1 | 3. Sınıf, 6000 Grit Elmas Parlatıcı | 0,012 ila 0,025 |
| Yüksek parlaklıkta kaplama | A-2 | Grade #6, 3000 Grit Elmas Parlatıcı | 0,025 ila 0,05 |
| Normal parlak yüzey | A-3 | Derece #15, 1200 Kum Elmas Parlatıcı | 0,05 ila 0,10 |
| İnce yarı parlak kaplama | B-1 | 600 Grit Kağıt | 0,05 ila 0,10 |
| Orta yarı parlak kaplama | B-2 | 400 Grit Kağıt | 0,10 ila 0,15 |
| Normal yarı parlak kaplama | B-3 | 320 Grit Kağıt | 0,28 ila 0,32 |
| İnce mat yüzey | C-1 | 600 Kum Taşı | 0,35 ila 0,40 |
| Orta mat yüzey | C-2 | 400 Kum Taşı | 0,45 ila 0,55 |
| Normal mat yüzey | C-3 | 320 Kum Taşı | 0,63 ila 0,70 |
| Saten dokulu kaplama | D-1 | Kuru Üflemeli Cam Boncuk #11 | 0,80 ila 1,00 |
| Mat dokulu yüzey | D-2 | Kuru Püskürtme #240 Oksit | 1.00 ila 2.80 |
| Pürüzlü dokulu yüzey | D-3 | Kuru Püskürtme #24 Oksit | 3.20 ila 18.0 |
| İşlenmiş olarak | - | Makinistin takdirine göre tamamlandı | 3.20 (görünür işleme izleri ile) |
Kaynak: K. Varotsis, "Enjeksiyon Kalıplama SPI Yüzey İşlemleri", Hubs https://www.hubs.com/knowledge-base/injection-molding-spi-surface-finishes/#finishes
Diğer Plastik Parça Kaplama Seçenekleri Dahil:
- Doğal\Ekzotik
- Mikro Yüzey İşlemleri
- Çok Parlak Desenler
- Grafikler
- Deri Taneleri/Derileri
- Woodgrain, Slate ve Cobblestone
- Geometrik ve Ketenler
- Desene dahil edilen görseller veya logolar
Plastik enjeksiyon kalıplamadaki son evrim, bilimsel kalıplama ilkelerinin ve ilgili teknolojilerin benimsenmesiyle güçlü bir şekilde işaretlenmiştir. Bilimsel kalıplama metodolojisi şunları amaçlamaktadır: (1) deneme ve hatayı ortadan kaldırarak geliştirme maliyetlerini ve zaman çizelgelerini azaltmak, (2) maliyetli yeniden çalışmayı azaltan ve parça kalitesini artıran güvenilir, hatasız takımlar üretmek ve (3) tekrarlanabilir ve denetlenebilir bir üretim süreci oluşturmak. Bu stratejik yaklaşım, teknolojiyi her üretim aşamasına başarılı bir şekilde dahil ederek hem verimliliği hem de kaliteyi artırmaktadır.
Plastik enjeksiyon kalıplamada kullanılan teknolojilerin başında simülasyon yazılımı SOLIDWORKS® Plastics Premium yazılımı gelmektedir. Kalıp akış simülasyonunda yaygın olarak kullanılan SOLIDWORKS, mühendislerin tasarım aşamasında olası üretim zorluklarını tahmin etmelerini ve ele almalarını sağlar. Bu, fiziksel prototipleme ve yinelemeli süreçlerle ilişkili zaman ve maliyeti azaltırken verimli ve uygun maliyetli kalıplar oluşturmaya yardımcı olur.
Bilimsel kalıplamanın bir diğer kritik yönü de süreç kontrol sistemlerinin, özellikle de RJG eDart®'ın kullanılmasıdır. Bu sistem enjeksiyon kalıplama sürecindeki tüm değişkenleri izler ve kaydeder, boşluk basıncı, sıcaklık, atış boyutu ve vida konumu gibi faktörler hakkında gerçek zamanlı veriler sağlar. Üretilen veriler, eğilimleri belirlemek ve gelişmiş performans için parametreleri ayarlamak için kullanılabilir.
Rosti, RJG eDart'ı operasyonlarında etkin bir şekilde kullanan kuruluşların en iyi örneklerinden biridir. Bu süreç kontrol sistemi, Rosti'nin yüksek kalite kontrol ve üretim verimliliği standartlarının korunmasında çok önemli bir rol oynuyor. RJG eDart ile Rosti, enjeksiyon kalıplama sürecindeki tüm değişkenleri gerçek zamanlı olarak izliyor ve kaydediyor. Toplanan veriler - boşluk basıncı, sıcaklık, atış boyutu ve vida konumu gibi unsurları kapsar - üretim sürecinin derinlemesine anlaşılmasını sağlar.
Bu veri zenginliği, Rosti'nin herhangi bir eğilimi veya düzensizliği derhal tespit etmesini sağlayarak optimum üretim parametrelerini korumak için gerektiğinde ayarlamalar yapılmasına olanak tanır. Örneğin, boşluk basıncı veya sıcaklığındaki herhangi bir değişiklik, kalıplama süreciyle ilgili potansiyel sorunlara işaret edebilir ve bu sorunlar nihai ürün kalitesini etkilemeden önce düzeltilebilir. Bu proaktif yaklaşım, Rosti'deki bilimsel kalıplama ilkelerini somutlaştırarak tutarlı kalite kontrolü sağlar, israfı azaltır ve üretim verimliliğini optimize eder.
Farklı teknoloji bileşenlerini bir araya getirmek için IQMS gibi gelişmiş Kurumsal Kaynak Planlama (ERP) yazılımı kullanılır. Bu yazılım, finansal ve operasyonel yönetim için merkezi bir platform olarak hizmet vermektedir. Rosti gibi şirketler simülasyon yazılımı, süreç kontrol sistemleri ve ERP yazılımını bir araya getirerek ürünlerinin sürekli olarak yüksek kalitede olmasını ve uygun maliyetle üretilmesini sağlayabilir. Bununla birlikte, bu teknolojilerin plastik enjeksiyon kalıplama DFM süreci içinde başarılı bir şekilde uygulanması ve entegrasyonu, birden fazla disiplin arasında yetkin iletişim ve işbirliği gerektirir.
Bilimsel kalıplama, veri odaklı ve yüksek kaliteli, tekrarlanabilir sonuçlar üretmeye odaklanan disiplinli, sistematik bir enjeksiyon kalıplama yaklaşımıdır. Bilimsel ilkelerden ve titiz testlerden yararlanan bu yöntem, verimliliği artıran ve sonuçları optimize eden bir dizi avantaj sunar. Akıllı malzeme seçiminden parça tasarımı ve kalıp optimizasyonuna kadar bilimsel kalıplama süreci, mühendislerin benzersiz uygulamaları etkili bir şekilde ele almak için geçmiş öğrenimlerden ve uzmanlıktan yararlanmasına olanak tanır. Ayrıca, verileri kaydetme ve analiz etme yeteneği, kalite kontrolde kritik bir rol oynar ve parça kalitesinin sürekli iyileştirilmesi için içgörüler sunar. Aşağıda, üretim operasyonlarınızda bilimsel bir kalıplama süreci kullanmanın temel faydaları yer almaktadır.
- Çok az veya hiç varyasyon olmadan tekrarlanabilir sonuçlar üreten veri odaklı bir süreç oluşturur
- Akıllı malzeme seçimini kolaylaştırır
- Tasarım mühendislerine, geçmiş öğrenimler ve uzmanlığa dayalı olarak benzersiz uygulamalar için parça tasarımını optimize etme yeteneği verir
- Araç tasarımını optimize etmek veya kötü tasarlanmış araçları optimize etmek için kullanılır
- Kalite kontrolünü değerlendirmek ve genel parça kalitesini iyileştirmek için gerekli ayarlamaları yapmak için kullanılan kaydedilmiş veriler

DFM'nin benimsenmesi, hem üstün estetik hem de sağlam işlevsellik gerektiren karmaşık cihazın tasarımı ve başarılı üretimi için kritik öneme sahipti.
Bir şirket, ev kullanımı için sous vide tekniğini basitleştirecek bir pişirme cihazı tasarlama ve üretme talebiyle Rosti China' ya başvurdu. Tasarım hem işlevsellik hem de üstün estetik gerektiriyordu ve Rosti China için karmaşık bir tasarım ve mühendislik zorluğu oluşturuyordu.
Rosti China, enjeksiyon kalıplama konusundaki uzmanlığından ve ısı toleransları konusundaki bilgisinden yararlanarak, sıcak suya uzun süre daldırılmaya dayanabilecek sağlam bir ürün sunarken, aynı zamanda genellikle üst düzey elektronik cihazlarla ilişkilendirilen tasarım düzeyine de ulaştı.
Rosti, gıda endüstrisi için uygun özelliklere ve görsel olarak çekici temiz bir yüzeye sahip bir reçine seçti. Tipik olarak kol saati üretiminde kullanılan bir üst kalıplama tekniği geliştiren Rosti, cihazın motorunu, ısıtıcısını ve devre kartını ekstrüde bir tüp aracılığıyla korudu.
Ürün Avrupa ve Kuzey Amerika'da başarılı oldu, uluslararası bir tasarım ödülü kazandı ve girişimin çok uluslu bir ev aletleri üreticisi tarafından satın alınmasına yol açtı. Rosti China'nın üstün sonuçlar elde etme becerisi, iddialı bir ürün tasarımının ve deneyimli sektör uzmanlarıyla yakın çalışmanın önemini ortaya koymaktadır.
Rosti China tarafından benimsenen yaklaşım, DFM'nin bir projenin genel başarısında oynayabileceği kritik rolü vurgulamaktadır. Üretim maliyetini azaltır ve üretim sürecinin verimliliğini artırarak son ürünün müşterinin ve son kullanıcıların gereksinimlerini ve beklentilerini karşılamasını sağlar.
Özet
Plastik üretimi, işletmelerin hem zaman hem de maliyet zorluklarıyla karşı karşıya kaldığı son derece rekabetçi, küresel bir sektördür. Gecikmelerden kaçınmak ve maliyetli tasarım değişiklikleri için riskleri azaltmak, ürününüzün rakiplerinizden daha hızlı pazara sunulması anlamına gelebilir.
Bir zamanlar geliştirme ve üretim arasında çizilen keskin çizgi, artık üreticilerin üretilebilirlik için tasarım sürecine dahil olmak üzere endüstri tasarım uzmanlarına eğilmesiyle çoğu zaman bulanıklaşıyor. Aslında, üreticiler tasarımı genel üretim maliyetlerini düşürmede en önemli faktör olarak sıralıyor.
Yıllar içinde, takım ve parça üretimine yönelik en iyi uygulamalar önemli ölçüde değişti. Üretim kontrol listeleri hala sürecin kritik bileşenleri olsa da, zaman ve bütçe açısından gerçek verimlilik yaratan şey geliştirme döngüsünün başlarında yapılan çalışmalardır. Bir takım imalatçısı/enjeksiyon kalıpçısı geliştirme döngüsünün erken aşamalarında sürece dahil olduğunda, müşteri hedefleri anlaşılır ve beklenmedik sürprizler önlenir.
Tasarımdan üretimin tamamlanmasına kadar uzman danışmanlığı sağlayabilecek bir enjeksiyon kalıplama mı arıyorsunuz? Rosti'nin üretilebilirlik, geliştirme ve üretim için tasarımın tüm alanlarına odaklanan bilgili ekip üyeleriyle bağlantı kurun.
Bu
teknik dokümanını indirin

Paylaş

Üretim için Tasarım
Bu kılavuz, DFM'nin önemini ve kalıplama başlamadan önce tasarım doğrulama sürecinde enjeksiyon kalıpçınızla nasıl işbirliği yapacağınızı anlamanıza yardımcı olacaktır.

Metalden Plastiğe Dönüşüm: Algılanan Riskten Kanıtlanmış Avantaja
OEM'ler için Maliyet, Performans ve Ölçeklenebilirliği Değerlendirmeye Yönelik Pratik Kılavuz Metalden plastiğe geçiş artık deneysel bir mühendislik çalışması değildir. OEM'lerin maliyetleri düşürmelerini sağlayan, kanıtlanmış bir üretim stratejisidir...
Daha fazla bilgi edinin
Plastik Enjeksiyon Kalıplamada Çevresel Sürdürülebilirlik
Rosti'de sürdürülebilirlik bir politikadan daha fazlasıdır; tasarım, üretim ve çözüm sunma şeklimizin temelidir. Küresel bir enjeksiyon kalıpçısı olarak 80 yılı aşkın uzmanlığımızla...
Daha fazla bilgi edinin
Plastik Enjeksiyon Kalıplama 101
Bu kılavuz, kalıplamanın temel unsurları da dahil olmak üzere tasarımdan üretime kadar plastik enjeksiyon kalıplama sürecine kapsamlı bir genel bakış sunacaktır.
Daha fazla bilgi edinin
Üretim Kalitesinde Plastik Prototipler Üretmede Gelişmeler
Üretim kalitesi prototiplerindeki ilerlemeler son yıllarda önemli ölçüde gelişmiştir.
Daha fazla bilgi edinin
E-mobilite Kılavuzu
Rosti, e-mobilite alanındaki üretim zorluklarıyla yüzleşmek için dünyanın önde gelen üreticilerinden bazılarıyla birlikte çalışıyor. Bu sektör, çevresel baskıların da etkisiyle hızlı bir büyüme gösteriyor...
Daha fazla bilgi edinin
Bilimsel Kalıplama
Bilgi işlem ve inovasyonun son 35 yılı aşkın süredir her türden endüstriyi nasıl olumlu etkilediğini anlamak zor değil. Enjeksiyon kalıplama endüstrisi de bir istisna değildir. Plastik...
Daha fazla bilgi edinin