Üretim için Tasarım
Plastik Enjeksiyon Kalıplamada Üretim için Tasarım (DFM) – Kapsamlı Bir Rehber
Üretim için Tasarımın Amacı
Plastik dünyasında, Üretim için Tasarım (DFM), bir plastik parça ya da ürünün kalıplama ve üretimden önceki tasarımında müşteri kalite ve maliyet beklentilerini karşılayacak şekilde gerekli olan sanat, bilim ve teknolojilerin birleşimidir. DFM’nin amacı, daha yüksek müşteri memnuniyeti, daha düşük üretim maliyetleri ve daha fazla kar elde etmektir.
DFM’nin hedeflerine ulaşabilmesi için kalıpçı, OEM ve müşteri arasında iş birliği gereklidir. En üst düzey üretim süreçlerinden faydalanmalıdır. Prensipleri, malzeme seçimini kapsayan bilimsel bir kalıplama sürecini yönlendirir. Ayrıca, kalıpçının üretim ekipmanının en yüksek performans olanaklarını dikkate almalı ve bu sınırlar içinde çalışmalıdır. Tasarım sürecinde simülasyon ve kurumsal kaynak planlama yazılımları gibi son teknoloji ürünü teknolojiler ile üretimde robotik ve proses kontrol sistemleri kullanmalıdır.
Bu sayfada Rosti, tasarım doğrulama sürecinde, kalıplama başlangıcı öncesinde DFM’nin rolünü müşterilerimize ve potansiyel müşterilerimize açıklayarak anlamalarına yardımcı oluyor. Bu sayfanın tamamını PDF olarak ⟨1⟩buradan⟨/1⟩ indirebilir, aşağıya kaydırarak tüm görüş ve gözlemlerimizi okuyabilir ya da yukarıdaki bağlantılardan ilginizi çeken bir konuya tıklayabilirsiniz.
Üretim için Tasarımın Temelleri ve Faydaları
Üretim için Tasarım (DFM), bir ürünün, üretiminde kullanılan ekipman ve/veya süreç için üretim verimliliğini en üst düzeye çıkaracak şekilde tasarlanmasını ve böylece mümkün olan en düşük birim maliyetlerde en yüksek kaliteye ulaşılmasını içerir. Plastik enjeksiyonla üretilen bir ürüne DFM entegrasyonunun en önemli nedeni, üretim maliyetlerinin %70’inin tasarım kararlarıyla belirlenmesidir.
DFM, bir parça ya da ürün için doğru üretim sürecinin seçilmesini; farklı teknolojilere yatırım yapılmasını, aşağıda tartışılacak olan son teknoloji tasarım prensiplerinin kullanılmasını ve doğru özelliklere sahip doğru malzemelerin seçilmesini gerektirir. Bu sayede müşterilerinizin ve potansiyel müşterilerinizin talep ettiği tutarlılık ve kalite elde edilir.
DFM, müşterilerin bir diğer talebi olan üretim ve montaj maliyetlerini azaltmada da kritik bir rol oynar. Aşağıda bunun nasıl gerçekleştiğini basitçe görebilirsiniz; ancak, bir DFM planı masa başında tamamlandığında, kalite ve maliyet arasında ‘tam yerinde’ bir dengeyi yakalamaya odaklanan bir mühendislik belgesi olmalıdır.
Bir Plastik Bileşenin Üretimiyle İlişkili Maliyet ve Zorlukları Azaltmaya Yönelik 13 Üretim için Tasarım Kılavuzu
Plastik bileşenlerin üretimindeki karmaşıklıklarla başa çıkmak, çeşitli zorluklar ve yüksek maliyetler içerebilir. Ancak, doğru üretim için tasarım (DFM) prensiplerinin uygulanması süreci önemli ölçüde basitleştirir ve maliyetleri düşürür. Aşağıda, üretimdeki zorlukları azaltmaya, maliyetleri düşürmeye ve üretim hattınızı verimli hale getirmeye yardımcı olacak, plastik bileşenlerin üretimine özel 13 stratejik üretim için tasarım kuralı bulabilirsiniz.
Plastik enjeksiyon kalıplamada DFM, maliyetleri ve pazara sunma süresini azaltır
Plastik enjeksiyon kalıplamada DFM prensiplerini en baştan uygulamak, yalnızca maliyetleri azaltmakla kalmaz, aynı zamanda pazara çıkış süresini de hızlandırır. DFM’ye, kalıp üretimine başlanmadan bile önce başlamak, tasarım sürecinde potansiyel tuzakları önceden yakalamanıza ve hem zaman hem de kaynak tasarrufu sağlamanıza olanak tanır.
Herkesi tasarımı sorgulamaya dahil edin
Başarılı bir ürün oluşturmak, disiplinler arası bir yaklaşım gerektirir. Bu, mühendisleri, tasarımcıları, taşeron üreticileri, kalıp yapımcılarını ve malzeme tedarikçilerini bir araya getirmek anlamına gelir. Her paydaş kendine özgü bir bakış açısı sunar ve birleşik görüşleri, tasarımın üretilebilirliğinin gözden geçirilip iyileştirilmesine yardımcı olur.
Toplam parça sayısını azaltacak şekilde tasarlayın
Bir tasarımdaki her parça, karmaşıklık ve maliyet ekler. Tasarımınızı toplam parça sayısını azaltacak şekilde optimize ederek, üretim sürecini önemli ölçüde kolaylaştırabilir ve malzeme ile işçilik maliyetlerinden tasarruf edebilirsiniz.
Modüler bir tasarımla inşa edin
Modüler tasarım, esneklik, kolay montaj, onarım ve yükseltme sağlar. Parçaların değiştirilebilirliğine imkan tanır, üretim süresini kısaltır ve toplam üretim maliyetini düşürür.
Gerekli makine işlemlerinin sayısını azaltın
Her makine işlemi hata ihtimali yaratır ve toplam maliyeti yükseltir. Verimli bir tasarımla makine işlemlerinin sayısını azaltmak, üretim sürecini iyileştirir, israfı azaltır ve olası duruş sürelerini en aza indirir.
Standart bileşenler kullanın
Standart bileşenler kolayca bulunur, daha ucuzdur ve özel üretim gerektirmez. Bunları tasarımınıza dahil etmek, maliyetleri ciddi şekilde azaltır ve montaj ile bakım süreçlerini basitleştirir.
Çok işlevli parçalar tasarlayın
Çok işlevli parçalar birden fazla görevi yerine getirebilir ve bir tasarımdaki gerekli parça sayısını azaltır. Bu yaklaşım, üretimi sadeleştirdiği gibi ürünün işlevselliğini ve değerini de artırır.
Çoklu kullanım için parça tasarlayın
Çoklu kullanım için tasarlanan parçalar, çeşitli ürün gruplarında kullanılabilir; bu da üretimde verimliliği artırır ve stok maliyetlerini düşürür. Bu ilke ayrıca daha sürdürülebilir tasarımlar oluşturmaya da katkıda bulunur, çünkü israfı azaltır.
Üretimi kolaylaştıracak şekilde tasarlayın
Üretim kolaylığı tasarım sürecinde ana hedeflerden biri olmalıdır. Basit şekil ve tasarımlar hem daha kolay, hem de daha ucuza üretilir; daha az makine işlemi gerektirir ve üretim hatası riski daha düşüktür.
Ayrı bağlantı elemanlarından kaçının
Ayrı bağlantı elemanları, montajı karmaşıklaştırır ve maliyetleri artırır. Parçaları birbirine geçmeli veya kilitlenebilir şekilde tasarlamak, montajı basitleştirir ve fazladan bileşen ihtiyacını azaltır.
Montaj yönlerini en aza indirin
Montaj yönlerini azaltmak, montaj sürecini sadeleştirir; montaj hatası riskini ve buna bağlı maliyetleri düşürür. Bu yaklaşım, üretim hattının hızını ve verimliliğini de artırabilir.
Uyumluluğu en üst düzeye çıkarın
Sektör standartları ve yönetmeliklere uyum, üretimde oldukça önemlidir. Standartlara doğrudan uygun bir tasarım üretim sürecini kolaylaştırır, uyumsuzluk cezaları riskini azaltır ve ürünün pazarda kabulünü artırır.
Elleçlemeyi en aza indirin ve bir tasarımın parça paketleme ve sevkiyatına etkisini göz önünde bulundurun
Her elleçleme, paketleme ve sevkiyat adımı maliyeti ve hasar riskini artırır. Elleçleme işlemlerini en aza indirmek ve tasarımın paketleme ile sevkiyattaki etkisini dikkate almak, büyük maliyet tasarrufları sağlayabilir ve ürünün toplam kalitesini artırabilir.
Üretim Maliyetlerinin Tahmini
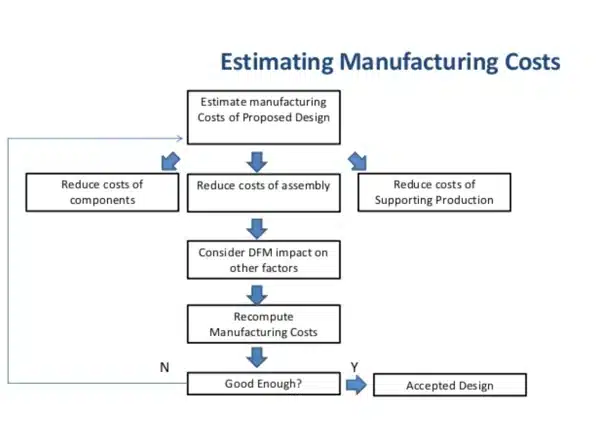
Üretim için Tasarımın Enjeksiyon Kalıplama Süreci için Önemi
Üretim maliyetlerinin tahmin edilmesinin ötesinde, enjeksiyon kalıpçınız DFM prensiplerini kullanarak bileşen maliyetlerini, montaj maliyetlerini, üretimi destekleme maliyetlerini düşürmeli ve DFM kararlarının tüm tasarım ve üretim sürecindeki diğer faktörlere etkilerini belirlemelidir.
DFM prensipleri ile çalışan bir kalıpçı seçmenin bir başka nedeni de plastik enjeksiyonla üretilmiş parçaların giderek artan karmaşıklığıdır. Tolerans, eğim açısı, ters çıkıntı ve benzeri unsurların tasarım aşamasında değerlendirilmesi gerekir ki, müşteri kalite ve maliyet gereksinimleri sağlanabilsin.
Plastik Enjeksiyon Kalıplama için Üretime Uygun Tasarımın Faydaları
Daha Düşük Üretim Maliyeti
Üretime Uygun Tasarım (DFM), plastik bileşenlerin üretim maliyetini önemli ölçüde düşürebilir. Plastic Components Inc.’te tasarım mühendisleri, enjeksiyon kalıplama için DFM’in avantajlarından yararlanarak maliyet etkinliğini ve verimliliği artırır.
Daha Yüksek Kalite
Bir projeye başlarken DFM’ye odaklanmak, üreticilerin nihai ürünün kalitesini artırmasına olanak tanır. Bu yaklaşım, tasarımın her yönünün enjeksiyon kalıplama sürecine uygun şekilde optimize edilmesini sağlar ve böylece daha az hata ve daha yüksek genel kalite elde edilir.
Daha Hızlı Pazara Sunum Süresi
DFM, üretim sürecini sadeleştirerek gereksiz adımları ve verimsizlikleri ortadan kaldırır. Bu, bir ürünün tasarım aşamasından pazara çıkma süresini önemli ölçüde azaltabilir ve üreticilere rekabet avantajı sağlar.
Daha Düşük Sermaye Ekipman Maliyeti
Tasarımı üretim sürecine optimize ederek DFM, özel makine ve alet ihtiyacını azaltabilir. Bu da daha düşük sermaye ekipman maliyetleri ve daha ekonomik bir üretim süreci anlamına gelir.
Daha Yüksek Otomasyon Potansiyeli
DFM prensipleri, üretim sürecinde daha yüksek otomasyon potansiyelinin ortaya çıkmasını sağlayabilir. Otomasyona uygun şekilde optimize edilen tasarımlar, üretim maliyetlerinin daha da düşmesini, verimliliğin artmasını ve daha tutarlı ürün kalitesinin sağlanmasını mümkün kılar.
Üretime Daha Hızlı Geçiş
DFM, tasarım aşamasında olası üretim sorunlarını ortadan kaldırarak, tam ölçekli üretime daha sorunsuz bir geçiş sağlar. Bu, üretimin daha hızlı bir şekilde başlaması ve pazara daha kısa sürede sunulması anlamına gelir; böylece müşteri memnuniyeti artar.
Daha Az Mühendislik Değişikliği
DFM, tasarım aşamasında potansiyel üretim sorunlarının belirlenmesine ve çözülmesine yardımcı olur. Böylece üretime başlandıktan sonra ortaya çıkabilecek maliyetli ve zaman alıcı mühendislik değişiklikleri azalır; bu da daha verimli ve ekonomik bir üretim sürecine katkı sağlar.
Daha Düşük Malzeme ve İşçilik Maliyetleri
Tasarımın verimlilik ve üretim kolaylığı açısından optimize edilmesiyle DFM, hem malzeme hem de işçilik maliyetlerinde önemli tasarruflar sağlayabilir. Bu da daha ekonomik ve sürdürülebilir bir üretim süreci sunar.
Ürün Geliştirme Döngüsü Süresini Azaltır
DFM, tasarım aşamasında potansiyel üretim sorunlarını belirleyerek ürün geliştirme döngüsü süresini önemli ölçüde kısaltabilir. Bu sayede üretime geçiş sorunsuz olur ve ürünler daha hızlı şekilde pazara sunulabilir.
Standartlara Vurgunun Maliyetleri Azaltması
DFM, endüstri standartlarına ve en iyi uygulamalara bağlılığı vurgular. Bu yaklaşım, yalnızca nihai ürünün kalite ve güvenliğini sağlamakla kalmaz, aynı zamanda uygunsuzluk ve yeniden işleme ile ilgili maliyetleri de azaltır.
Üretime Uygun Tasarım Optimizasyonunda Temel Faktörler
Bir kalıp oluşturulmadan önce, plastik enjeksiyon kalıplama parçalarına yönelik en iyi DFM uygulamaları şu kritik unsurları içerir:
Malzemenin Çekme Oranını Anlamak:
Çekme, kalıplama parçasının enjeksiyondan sonra soğurken büzülmesidir. Tüm malzemeler, reçine ailesine (amor f veya kristal yapılı malzemeler), kalıp tasarımına ve işleme koşullarına bağlı olarak farklı çekme oranlarına sahiptir. Reçine ayrıca akış yönüne bağlı olarak da farklı şekilde büzülebilir. Genel bir kural olarak, kalıp sıcaklığında %10’luk bir değişim, orijinal çekme oranında %5’lik bir değişikliğe neden olabilir. Ayrıca, enjeksiyon basıncı da çekme oranlarını doğrudan etkiler. Enjeksiyon basıncı ne kadar yüksek olursa, çekme oranı o kadar düşük olur. Tipik kalıp çekme oranlarını buradan görüntüleyin.
Draft (Açı) Hususları:
Bir parçanın özelliklerinin kalıpta nasıl oluşturulduğu, gerekli draft türünü (ayırma açısı) belirler. Kör delikler veya cepler tarafından oluşturulan özellikler (çoğu boss, kanat ve direk gibi) kalıba doğru incelerek uzamalıdır. Sürgüyle oluşturulan yüzeyler, çelik parça yüzeyinden ejeksiyon öncesi ayrılıyorsa draft gerekmeyebilir. Kalıptan çıkış yönüne paralel olan duvar, kanat, direk ve boss gibi ürün özelliklerine açı veya eğim eklemek, parçanın kalıptan daha kolay çıkarılmasını sağlar.
- Çoğu malzeme için en az yarım derece draft açısı yeterlidir. Yüksek ısıya dayanıklı ve egzotik reçinelerde bir ila iki derece draft gerekebilir. Her 0.001 inç doku derinliği için ek olarak bir derece daha açı ekleyin.
- Kalıp ayrılma yönüne paralel olan tüm yüzeylere draft uygulayın.
- Duvarları ve diğer parça özelliklerini hem kalıp yarısında açılandırarak, ejeksiyonu kolaylaştırın ve eşit duvar kalınlığını koruyun.
Eşit Duvar Kalınlığının Korunması:
Mümkünse, bir parça boyunca eşit duvar kalınlığına sahip olmak kalın bölgelerden kaçınmak için çok önemlidir. Eşit olmayan duvarlar tasarlamak, erimiş malzemenin soğuması sırasında parçanın eğilmesine yol açabilir.
Eğer farklı kalınlıklarda alanlar gerekiyorsa, geçişi mümkün olduğunca düzgün yaparak malzemenin kalıp içinde daha homojen akmasını sağlayın. Bu yaklaşım, tüm kalıbın tam olarak doldurulmasını ve sonuç olarak kusur oluşma ihtimalinin azalmasını sağlar. Kalınlık geçişlerini yuvarlamak veya eğmek, kalıpta oluşan gerilimleri ve ani kalınlık değişiminden kaynaklanan stres konsantrasyonunu en aza indirir.
Parçanız için uygun duvar kalınlığını belirlemek, üretim maliyeti ve hızında büyük etkiler yaratabilir. Kullanılabilecek minimum duvar kalınlığı, parçanın boyutuna, geometrisine, yapısal gereksinimlerine ve reçinenin akış davranışına bağlıdır. Enjeksiyon kalıplı parçaların duvar kalınlığı genellikle 2mm – 4mm (0,080″ – 0,160″) arasında değişir. İnce duvarlı enjeksiyon kalıplamada ise duvarlar 0,5mm (0,020″) kadar ince olabilir. Parçanızın tasarımı ve malzeme seçimi için uygun duvar kalınlıklarından emin olmak adına deneyimli bir enjeksiyon kalıpçı ve tasarım mühendisiyle çalışın.
Kenar Köşelere Radyus Eklemek:
Bir parçanın ana alanlarına ek olarak, kenar ve köşelerde de eşit duvar kalınlığı önemli bir tasarım unsurudur. Yuvarlatılmış köşelere geniş radyus eklemek, plastik parça tasarımında malzeme akışkanlığını ve gerilim dağılımını geliştirmenin yanı sıra birçok avantaj sunar. Yeterli radyusa sahip parçalar daha ekonomik ve üretimi daha kolay olurken, mukavemeti ve görünümü de artar.
Destek Kanatlarının (Ribs) Önemi:
Pek çok tasarımcı, bir parçanın duvarlarını kalınlaştırmanın onun mukavemetini artıracağını düşünür. Oysa duvarların gereğinden fazla kalın olması, eğilme, çökme ve diğer kusurlara yol açabilir. Kanat (rib) kullanmanın avantajı, duvar kalınlığını artırmadan parçanın mukavemetini yükseltmesidir. Daha az malzeme kullanılarak sağlanan bu çözüm, maliyet avantajı sunar. Daha yüksek rijitlik için, kanat sayısını artırarak yükseklikten ziyade aralarındaki mesafeyi nominal duvar kalınlığının en az iki katı kadar bırakın.
Draft Açısı Dikkate Alınmalı:
Bir parçanın özelliklerinin kalıpta nasıl oluşturulduğu, gerekli draft türünü (ayırma açısı) belirler. Kör delikler veya cepler tarafından oluşturulan özellikler (çoğu boss, kanat ve direk gibi) kalıba doğru incelerek uzamalıdır. Sürgüyle oluşturulan yüzeyler, çelik yüzeyden ejeksiyon öncesi ayrılıyorsa draft açısı gerektirmeyebilir. Kalıptan çıkış yönüne paralel olan duvar, kanat, direk ve boss gibi ürün özelliklerine açı veya eğim eklemeyi düşünün; bu, parçanın kalıptan daha kolay çıkarılmasını sağlar.
Parça Son İşlemi:
Plastik enjeksiyonla kalıplanan parçalar için yüzey bitirme seçenekleri, parça tasarımına ve kullanılan malzemenin kimyasal yapısına bağlı olarak değişir. Bitirme seçenekleri, seçilen malzemenin uygulanacak yüzey tipi üzerinde önemli bir etkiye sahip olabileceğinden tasarım sürecinin başlarında değerlendirilmelidir. Özellikle parlak bir yüzey tercih edildiğinde, malzeme seçimi daha da önemlidir. İstenilen yüzey kalitesinin elde edilmesi ve parça kalitesinin artırılması için katkı bileşikleri düşünüldüğünde, malzeme bilimi konusunda uzman enjeksiyon kalıp üreticileriyle çalışmak çok önemlidir.
Bu unsurların değerlendirilmesi, hataların yakalanması, verimlilik ve maliyet azaltımı fırsatlarının görülmesi, hatta sözleşme gereksinimlerinin uygulanabilirliğinin değerlendirilmesi için mühendislik ve üretim uzmanlığının bütünleştirilmesinde temel bir faktördür. Genellikle enjeksiyon kalıpçınız, takım süreci başlamadan çok önce, ekibinizle birlikte bu unsurların detaylı bir analizini gerçekleştirir.
DFM, plastik enjeksiyonla kalıplanan ürün veya parçaların üretiminde ‘bağımsız’ bir kural veya ilke değildir. İşlevsellik, montaj ve sürdürülebilirlik için tasarım gibi diğer tasarım optimizasyonu yaklaşımlarıyla birlikte çalışır; bunların her biri aşağıda daha ayrıntılı olarak ele alınmaktadır.
Rosti’nin İmalat Optimizasyonu için Plastik Parça Tasarımında Dört Aşamalı Yaklaşımı
İmalat için Tasarım |
İmalat için Tasarım (DFM), üretim maliyetlerini azaltmak amacıyla bir ürünün tasarımı veya mühendisliğinin yapılması sürecini tanımlar. Böylece potansiyel sorunlar, en uygun ve en az maliyetli evrede, yani tasarım aşamasında giderilebilir. Farklı imalat süreçlerine bağlı olarak, DFM uygulamalarına dair çeşitli toleransları, kuralları ve yaygın imalat kontrollerini kesin olarak tanımlayan kurulmuş kılavuzlar bulunmaktadır. |
İşlevsellik için Tasarım |
Plastik parça tasarım süreci boyunca odak noktası, parçanın işlevsel gereksinimleri olmalıdır. Deneyimli tasarım mühendisleri, parçanın karşılaşacağı çevresel unsurları, dayanması gereken kimyasal veya aşındırıcı maddeleri, işlevsel kozmetik özellikleri gibi işlevsel gereksinimlere uygun değişiklikler konusunda önerilerde bulunmalıdır. |
Montaj için Tasarım |
Montaj için tasarım (DFA), ürünlerin kolay montajı hedeflenerek tasarlanması sürecidir ve nihai amacı montaj süresini ve maliyetini azaltmaktır. DFA’da genellikle esas tasarruf, montajdaki parça sayısının azaltılmasıyla elde edilir. |
Sürdürülebilirlik için Tasarım |
Sürdürülebilirlik için tasarım, parçaları, baskı ölçüm niyetiyle tasarlamaya odaklanır – uygun ölçüm ile toleransların sürekli olarak korunmasını sağlar. |
Plastik Bileşenler İçin Malzemeleri ve Tasarımda İmalat Uygunluğundaki Rollerini Anlamak
Malzeme seçimi, yüksek kaliteli/düşük maliyetli/hızlı üretim sağlayan plastik enjeksiyonlu parça ve ürünler için DFM sürecinin kritik bir parçasıdır. Plastikler ve onlara özgü özelliklerin çokluğu nedeniyle, malzeme tedarikçileri, enjeksiyon kalıp üreticileri ve ürün üreticileri arasındaki görüşmeler büyük önem taşır; çünkü tasarımın başında yapılan değerlendirmeler, ileride ortaya çıkabilecek ve maliyetli olabilecek değişikliklerden kaçınmak için anahtar durumundadır.
Malzeme seçimi; dayanım ve esneklik, sıcaklık direnci, dayanıklılık, görünüm, sağlamlık, ömür ve (tabii ki) üretim maliyetini etkiler. Diğer gereksinimler şunlar olabilir:
- Kurumsal onaylar
- Montaj
- Kimyasal dayanıklılık
- Reçine bulunabilirliği
Doğru malzemeyi seçmek söz konusu olduğunda, tüm bu faktörlerin kalıp ve takım üretimine başlamadan önce dengelenmesi için deneyim, uzmanlık ve iyi bir tartışma gereklidir. Aşağıda DFM yaklaşımınız ve sürecinizde kullanabileceğiniz bir tartışma rehberi ve temel malzeme değerlendirmesi bulabilirsiniz.
Enjeksiyon Kalıplama için Plastik Malzeme Seçimini Yönlendiren Tartışma Başlıkları
Uygun malzemenin seçimi, nihai ürünü önemli ölçüde etkileyebilecek çeşitli faktörlerin dikkatle göz önünde bulundurulmasını gerektiren, enjeksiyon kalıplama sürecinin çok kritik bir yönüdür. Seçilen malzemenin, ürünün amaçlanan işlevi, güvenlik standartları, çevresel koşullar ve bütçe kısıtlamaları ile uyumlu olması gerekir. Aşağıdaki tablo, enjeksiyon kalıplama için plastik seçerken göz önünde bulundurulması gereken temel tartışma başlıklarını özetlemektedir. Bu öğelere dikkat edildiğinde, üreticiler özel enjeksiyon kalıplama ihtiyaçları için en uygun ve maliyet etkin malzemeyi seçtiklerinden emin olabilirler.
| Kimyasal dayanıklılık | Çocuk güvenliği |
| Renk | FDA standartlarına uygunluk |
| NSF standartlarına uygunluk | REACH standartlarına uygunluk |
| RoHS standartlarına uygunluk | Dielektrik özellikler |
| Ekonomik veya maliyet kısıtlamaları | Kabartma gereksinimleri |
| Çevresel koşullar | Bitirme gereksinimleri |
| Esneklik | Gıda güvenliği |
| Sıcaklık, alev veya yanma direnci | Malzeme dayanımı |
| Mekanik koşullar | Yansıtıcılık veya şeffaflık ihtiyacı |
| Basınç direnci | Sertlik |
| Raf ömrü | Ağırlık direnci |
Enjeksiyon Kalıplama için Malzeme Seçimine Temel Bir Rehber
Üreticiler, ürünlerinde kullanılan parçaları kalıplamak için çok çeşitli plastikler kullanmakta ve giderek artan şekilde bronz, paslanmaz çelik, alüminyum ve seramik gibi diğer malzemeler yerine plastik tercih etmeye başlamışlardır. Plastiğin tercih edilmesinin veya diğer malzemelerden plastiğe geçiş yapılmasının en popüler nedenlerinden bazıları, parçanın genel kullanım ömrünün uzun olması, ürünün diğer bileşenlerinde aşınmanın azalması, daha hızlı üretim hattı süreçleri, korozyon direnci ve ağırlık azaltımıdır. Ayrıca, şirketler, plastik parçalara geçişte genellikle yüzde 25 ila 50 arasında maliyet tasarrufu sağladıklarını ve bu parçaların çoğunlukla üstün performans gösterdiğini bildirmektedir.

Kaynak: Grandview Research, Enjeksiyon Kalıplı Plastik Pazar Raporu, Hammaddeye Göre, https://www.grandviewresearch.com/industry-analysis/injection-molded-plastics-market
Üretilebilirlik için tasarım sürecinin başında uygun reçinenin seçilmesi konusunda enjeksiyon kalıplama ortağınızla uyum sağlamak, parçanın üretim başarısı açısından kritik öneme sahiptir.
Malzeme seçimi, kalıplanan parçanın dayanımı ve esnekliği üzerinde kilit bir rol oynar. Özel ihtiyaçlara tasarım sürecinin en başında yanıt vermek, ileride maliyetli değişikliklerin önüne geçebilir. Sertlik, dayanıklılık, sağlamlık gibi özelliklerin dengelenmesi, en iyi parça işlevselliği için anahtardır. Ayrıca, yaygın olarak kullanılan bazı reçinelerin arasındaki temel farkları anlamak da önemlidir.
ABS (akrilonitril bütadien stiren), nispeten kolay tedarik edilen ve kalıplanabilen, uygun fiyatlı bir enjeksiyonla kalıplama malzemesidir. Güçlü ve sağlam bir malzemedir, iyi darbe direnci sunar, kolayca işlenebilir ve çeşitli estetik gereksinimleri karşılar. Ancak bu reçine, yoğun ve sürekli ısıya maruz kalan parçalar için ideal değildir; çünkü yaklaşık 200 Fahrenheit derecenin üzerinde şekli bozulur veya erir.
Polikarbonatlar, kolayca kalıplanabilen ve genellikle kırılmaya karşı dayanıklılığı artıran, yüksek sınıf termoplastiklerdir. Doğal olarak şeffaf olan polikarbonat, yüksek dayanımlı cam benzeri uygulamalar için (koruyucu gözlükler, medikal laboratuvar uygulamaları ve daha fazlası) idealdir. Polikarbonat, daha fazla esneklik gerektiren veya renkli estetik seçimler talep edilen uygulamalar için uygun değildir.
Cam dolgulu naylon, ana naylon reçinesine ekstra dayanım ve ısı direnci sağlamak için cam fiberlerin eklendiği, güçlendirilmiş bir termoplastiktir. Bu reçine, birçok malzemeye göre elektriğe daha az iletkendir; yüksek erime noktasına sahip olmasına rağmen, diğer malzemelere kıyasla yanmaya daha hassastır.
Polipropilen, endüstriyel ve tüketici uygulamaları için uygun, esnek bir termoplastiktir. Orijinal şeklini kaybetmeden birçok şekilde rahatlıkla şekillendirilebilen, son derece esnek bir reçine olarak bilinir. Polipropilen ayrıca çözücülere, kimyasallara ve UV ışınlarına karşı dirençlidir.
Asetal mükemmel sürtünme direnci sunar ve oldukça sert bir malzemedir. Kalıplama sürecinde kolayca renklendirilebilir ve boyanabilir; ancak üstün bir ısı direnci sağlamaz.
Enjeksiyon kalıplama için reçine seçimi yaparken en önemli adımlardan biri, ürün için bir gereksinimler listesi hazırlamaktır. Bu liste mutlaka fiyat hedefi ve reçine bulunabilirliğini içermelidir – çünkü reçine bulunabilirliği bir risk oluşturabilir ve yedek reçine seçenekleri de düşünülmelidir.
Ayrıca yüksek ısıya dayanıklı ve egzotik reçinelere özgü bazı özelliklerin benzersiz olabileceğini ve uygulamadan uygulamaya farklı performanslar gösterebileceğini de göz önünde bulundurmak önemlidir. Tasarımın ve malzemenin tüm avantajlarından tam olarak yararlanmak için, deneyimli tasarım mühendisleri ve enjeksiyon kalıpçıları bir dizi faktörü dikkate almalıdır.
Yüzey Bitirme İşleminin ve Üretim için Tasarımdaki Rolünün Anlaşılması
Bir plastik parçanın veya ürünün Üretim için Tasarımı, kalıp veya ekipman yapılmadan önce; yüzey bitirme kararları ve tartışmalarını da içermelidir. Arzu edilen estetik ve performans özellikleriyle ilgili konuşmalar, seçilecek malzeme türünü, gerekli katkı maddelerini ve dolum oranı, basınç ve sıcaklık toleransları gibi diğer parametreleri etkiler.
Tasarım aşamasında, plastik enjeksiyon kalıplama partneri, OEM ve müşteri; parça veya ürün için istenen çıktıları, örneğin şunlara olan ihtiyaçları tartışmalıdır:
- Hapsolmuş gazların hızlıca dışarı çıkmasını sağlamak
- Plastik akış kıvrımlarını ortadan kaldırmak
- Daha iyi etiket yapışması elde etmek
- Kavramayı artırmak
- Boya tutunmasını iyileştirmek
- Yüksek parlaklıkta bir yüzey elde etmek
- Pürüzsüz bir yüzey elde etmek
- En yüksek parlaklıkta yüzey elde etmek
- Kalıp izlerini gidermek
- Alt kesimleri oluşturmak için doku kullanmak
DFM yaklaşımının diğer bileşenlerinde olduğu gibi, yüzey bitirme de sözleşmenin başlangıcında gerçekleşmesi gereken maliyet/kalite/müşteri memnuniyeti denkleminin bir parçasıdır.
Malzeme Yüzeyleri
Malzeme yüzeyleri, enjeksiyonla kalıplanmış parçaların estetiği, fonksiyonu ve dayanıklılığında kritik bir rol oynar. Ultra parlak bitişten kaba dokulu yüzeye kadar önemli ölçüde değişebilen bu yüzeyler, her biri farklı amaç ve uygulamaya hizmet eder. Bu rehberde, çeşitli malzeme yüzey tiplerinin genel bir özetini, karşılık gelen SPI standartlarını, bunlara ulaşmak için kullanılan yöntemleri ve tipik yüzey pürüzlülük ölçümlerini sunuyoruz. Bu bilgiler, enjeksiyon kalıplı parçalarınız için uygun yüzeyin seçilmesinde bilinçli kararlar almanıza yardımcı olur ve hem estetik beklentilerinizi hem de işlevsel gereksinimleri karşılar.
| Finish | SPI* Standard | Finishing Method | Typical Surface Roughness Ra (μm) |
| Super high glossy finish | A-1 | Grade #3, 6000 Grit Diamond Buff | 0.012 to 0.025 |
| High glossy finish | A-2 | Grade #6, 3000 Grit Diamond Buff | 0.025 to 0.05 |
| Normal glossy finish | A-3 | Grade #15, 1200 Grit Diamond Buff | 0.05 to 0.10 |
| Fine semi-glossy finish | B-1 | 600 Grit Paper | 0.05 to 0.10 |
| Medium semi-glossy finish | B-2 | 400 Grit Paper | 0.10 to 0.15 |
| Normal semi-glossy finish | B-3 | 320 Grit Paper | 0.28 to 0.32 |
| Fine matte finish | C-1 | 600 Grit Stone | 0.35 to 0.40 |
| Medium matte finish | C-2 | 400 Grit Stone | 0.45 to 0.55 |
| Normal matte finish | C-3 | 320 Grit Stone | 0.63 to 0.70 |
| Satin textured finish | D-1 | Dry Blast Glass Bead #11 | 0.80 to 1.00 |
| Dull textured finish | D-2 | Dry Blast #240 Oxide | 1.00 to 2.80 |
| Rough textured finish | D-3 | Dry Blast #24 Oxide | 3.20 to 18.0 |
| As machined | – | Finished to the machinist’s discretion | 3.20 (with visible machining marks) |
Kaynak: K. Varotsis, “Injection Molding SPI Surface Finishes”, Hubs https://www.hubs.com/knowledge-base/injection-molding-spi-surface-finishes/#finishes
Diğer Plastik Parça Yüzey Seçenekleri Şunlardır:
- NaturalExotic
- Mikro Yüzey Bitimleri
- Çoklu Parlaklık Desenleri
- Grafikler
- Deri Dokuları/Desenleri
- Ahşap dokusu, Lejyon ve Arnavut Kaldırımı
- Geometrik ve Keten Desenler
- Desene entegre edilmiş görseller veya logolar
Üretim için Tasarım Plastik Enjeksiyon Kalıplama Sürecini Destekleyen Teknoloji
Plastik enjeksiyon kalıplamanın son yıllardaki evrimi, bilimsel kalıplama prensipleri ve buna bağlı teknolojilerin benimsenmesiyle güçlü bir şekilde şekillenmiştir. Bilimsel kalıplama metodolojisi, (1) deneme yanılmayı ortadan kaldırarak geliştirme maliyetlerini ve zaman çizelgelerini azaltmayı, (2) maliyetli yeniden işçiliği önleyen ve parça kalitesini artıran güvenilir, hatasız kalıplar üretmeyi ve (3) tekrarlanabilir ve denetlenebilir bir üretim süreci oluşturmayı hedefler. Bu stratejik yaklaşım, teknolojiyle her üretim aşamasını başarılı şekilde entegre ederek verimlilik ve kaliteyi artırır.
Plastik enjeksiyon kalıplamada kullanılan başlıca teknolojilerden biri simülasyon yazılımı, SOLIDWORKS® Plastics Premium yazılımıdır. Kalıp akış simülasyonunda yaygın olarak kullanılan SOLIDWORKS, mühendislerin daha tasarım aşamasında potansiyel üretim zorluklarını öngörüp çözmesini sağlar. Böylece fiziksel prototipleme ve tekrar eden süreçlerle ilgili zaman ve maliyetler azaltılırken, verimli ve maliyet etkin kalıplar oluşturulmasına yardımcı olur.
Bilimsel kalıplamanın bir diğer kritik yönü ise özellikle RJG eDart® gibi proses kontrol sistemlerinin kullanılmasıdır. Bu sistem, enjeksiyon kalıplama sürecindeki tüm değişkenleri izler ve kaydeder; boşluk basıncı, sıcaklık, atış boyutu ve vida pozisyonu gibi faktörler hakkında gerçek zamanlı veri sağlar. Elde edilen veriler, eğilimlerin belirlenmesi ve performansı artırmak için parametrelerin ayarlanmasında kullanılabilir.
Rosti, RJG eDart’ı operasyonlarında etkin bir şekilde kullanan bir organizasyona güzel bir örnektir. Bu proses kontrol sistemi, Rosti’nin yüksek kalite kontrol standartlarını ve üretim verimliliğini korumasında çok önemli bir rol oynar. RJG eDart sayesinde Rosti, enjeksiyon kalıplama sürecindeki tüm değişkenleri gerçek zamanlı olarak izler ve kaydeder. Toplanan veriler—boşluk basıncı, sıcaklık, atış boyutu ve vida pozisyonu gibi unsurları kapsayan—üretim sürecine derinlemesine bir anlayış kazandırır.
Bu kapsamlı veri seti, Rosti’nin herhangi bir eğilimi ya da düzensizliği hızlıca tespit etmesini sağlar; böylece üretim parametrelerini optimize etmek için gerekli ayarlamalar zamanında yapılabilir. Örneğin, boşluk basıncı veya sıcaklıktaki herhangi bir değişiklik, kalıplama sürecinde potansiyel sorunlara işaret edebilir ve bu sorunlar nihai ürün kalitesini etkilemeden önce giderilebilir. Bu proaktif yaklaşım, tutarlı kalite kontrol sağlar, atıkları azaltır ve üretim verimliliğini optimize eder; böylece Rosti’de bilimsel kalıplama prensiplerinin bütününe hayat verir.
Çeşitli teknoloji bileşenlerini bir araya getirmek için, gelişmiş Kurumsal Kaynak Planlama (ERP) yazılımları, örneğin IQMS, kullanılır. Bu yazılım, finansal ve operasyonel yönetim için merkezi bir platform görevi görür. Simülasyon yazılımlarının, proses kontrol sistemlerinin ve ERP yazılımının birleşimiyle Rosti gibi şirketler, ürünlerinin sürekli olarak yüksek kalitede ve maliyet etkin bir şekilde üretilmesini sağlayabilir. Ancak, bu teknolojilerin plastik enjeksiyon kalıplama DFM sürecine başarılı şekilde entegre edilmesi ve uygulanması, çeşitli disiplinler arasında etkili iletişim ve iş birliği gerektirir.
Bilimsel Kalıplama Sürecinin Avantajları
Bilimsel kalıplama, enjeksiyon kalıplamada veri odaklı, yüksek kaliteli ve tekrarlanabilir sonuçlar elde etmeye yönelik disiplinli ve sistematik bir yaklaşımdır. Bilimsel prensipler ve titiz testlerden yararlanarak, bu yöntem verimliliği artıran ve sonuçları optimize eden birçok avantaj sunar. Akıllı malzeme seçiminden, parça tasarımı ve kalıp geliştirme optimizasyonuna kadar, bilimsel kalıplama süreci, mühendislerin önceki bilgi ve deneyimlerinden faydalanarak özgün uygulamalara etkin şekilde çözüm bulmasını sağlar. Ayrıca, veri kaydının ve analizinin yapılabilmesi kalite kontrolünde kritik bir rol oynar ve parça kalitesinin sürekli iyileştirilmesine yönelik içgörüler sunar. Bilimsel kalıplama sürecinin üretim operasyonlarınızda sağlayacağı başlıca faydalar aşağıda sıralanmıştır.
- Tekrarlanabilir sonuçlar elde eden ve neredeyse hiç varyasyon göstermeyen veri odaklı bir süreç oluşturur
- Akıllı malzeme seçimini kolaylaştırır
- Tasarım mühendislerine, geçmiş deneyim ve bilgiler ışığında özgün uygulamalar için parça tasarımını optimize etme imkânı sunar
- Kalıp tasarımını veya hatalı tasarımları optimize etmek için kullanılır
- Kayıt edilen veriler kalite kontrolün değerlendirilmesi ve parça kalitesinin genel olarak iyileştirilmesi için gerekli değişikliklerin yapılmasında kullanılır
Üretime Uygun Tasarım Vaka Çalışması: Rosti Çin’in Yenilikçi DFM Yaklaşımı Sous Vide’i Nasıl Kolaylaştırdı ve Bir Start-up’ı Ödüllü Küresel Bir Başarıya Dönüştürdü?

DFM’nin benimsenmesi, hem üstün estetik hem de sağlam işlevsellik gerektiren karmaşık cihazın tasarımı ve başarılı üretimi için kritik öneme sahipti.
Bir şirket, Rosti China’ya ev kullanımı için sous vide tekniğini kolaylaştıracak bir pişirme cihazı tasarlanması ve üretilmesi talebiyle başvurdu. Tasarım hem işlevsellik hem de üstün estetik gerektiriyordu; bu da Rosti China için karmaşık bir tasarım ve mühendislik meydan okuması oluşturdu.
Enjeksiyon kalıplama konusundaki uzmanlıklarını ve ısı toleransları hakkındaki bilgilerini kullanarak, Rosti China uzun süreli sıcak suya daldırmaya dayanabilecek sağlam bir ürün teslim etti ve aynı zamanda üst düzey elektroniklerle ilişkilendirilen tasarım seviyesini de yakaladı.
Rosti, gıda sektörü için uygun özelliklere sahip ve görsel olarak temiz yüzeyli bir reçine seçti. Tipik olarak kol saati imalatında kullanılan bir overmolding tekniği geliştirerek, cihazın motorunu, ısıtıcısını ve devre kartını ekstrüde edilmiş bir tüple korudu.
Ürün, Avrupa ve Kuzey Amerika’da büyük başarı elde etti; uluslararası bir tasarım ödülüne layık görüldü ve ardından start-up, çok uluslu bir ev aletleri üreticisi tarafından satın alındı. Rosti China’nın üstün sonuçlar sunma yeteneği, iddialı bir ürün tasarımının ve deneyimli sektör uzmanlarıyla yakın çalışmanın önemini gözler önüne seriyor.
Rosti China’nın benimsediği yaklaşım, DFM’nin bir projenin genel başarısındaki kritik rolünü vurgulamaktadır. Üretim maliyetini azaltır ve üretim sürecinin verimliliğini artırır; böylece nihai ürünün müşteri ve son kullanıcıların gereksinim ve beklentilerini karşılamasını sağlar.
Özet
Plastik üretimi, işletmelerin hem zaman hem de maliyet açısından zorluklarla karşılaştığı son derece rekabetçi ve küresel bir sektördür. Gecikmelerden kaçınmak ve maliyetli tasarım değişikliklerine yönelik riskleri azaltmak, ürününüzün rakiplerinizden daha hızlı piyasaya çıkmasını sağlayabilir.
Geliştirme ve üretim arasındaki keskin çizgi artık çoğunlukla bulanık hale gelmiştir; üreticiler endüstri tasarım uzmanlarını, üretime uygun tasarım sürecine dahil etmeye yönelmektedir. Hatta, üreticiler genel olarak üretim maliyetlerini azaltmada en büyük faktör olarak tasarımı sıralamaktadır.
Yıllar içinde, kalıplama ve parça üretiminde en iyi uygulamalar önemli ölçüde değişmiştir. Üretim kontrol listeleri hâlâ sürecin kritik bileşenleri olsa da, geliştirme döngüsünün başındaki çalışmalar, zaman ve bütçe açısından gerçek verimliliklerin oluşmasını sağlar. Bir kalıpçı/enjeksiyon kalıpçısı geliştirme aşamasına erken dahil olursa, müşteri hedefleri daha iyi anlaşılır ve beklenmeyen sürprizler önlenir.
Tasarım aşamasından üretim tamamlanana kadar uzman danışmanlık sunabilen bir enjeksiyon kalıpçı mı arıyorsunuz? Üretime uygun tasarım, geliştirme ve üretimin tüm alanlarına odaklanan bilgili Rosti ekibiyle iletişime geçin.