
Spritzguss Vollständiger Leitfaden für den wissenschaftlichen Spritzguss
Es ist nicht schwer zu verstehen, wie sich Computer und Innovation in den letzten 35 Jahren positiv auf alle Industriezweige ausgewirkt haben. Die Spritzgießindustrie ist da keine Ausnahme. Das Kunststoffspritzgießen basiert heute weitgehend auf einem wissenschaftlichen Ansatz.
Das wissenschaftliche Spritzgießen ist ein Verfahren, bei dem die Phasen Füllen, Verpacken und Halten getrennt behandelt werden, um Schwankungen zu minimieren und gleichzeitig die Produktkonsistenz insgesamt zu verbessern. Die Trennung der Stufen wird auch als entkoppeltes Spritzgießen bezeichnet. Spritzgießer, die Geräte, Software und Praktiken des wissenschaftlichen Spritzgießens einsetzen, können laut John Bozzelli, dem Ausbilder für wissenschaftliches Spritzgießen, "die Zykluszeiten verkürzen, die Maschineneffizienz steigern und letztendlich mehr Geld verdienen."
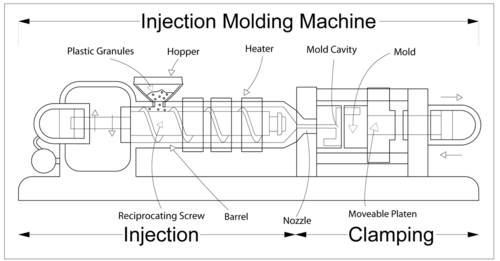
Bei der traditionellen Methode des Spritzgießens wird die Form mit einem einzigen Schuss unter konstantem Druck gefüllt, um die Kavität zu füllen. Beim wissenschaftlichen Spritzgießen wird die Kavität mit einer bestimmten Geschwindigkeit zu etwa 90-97 % gefüllt. In der nächsten Phase schaltet die Maschine von der Geschwindigkeitsregelung auf die Druckregelung um, wobei die Kavität gefüllt oder "ausgepackt" wird, um den Prozess abzuschließen.
Die wissenschaftliche Methode ermöglicht eine größere Konsistenz von Schuss zu Schuss und eine bessere Kontrolle über die Spezifikationen des Teils. Umgekehrt kommt es bei der traditionellen Spritzgießmethode häufig zu großen Schwankungen der Teileabmessungen von Zyklus zu Zyklus.
Ein wissenschaftlicher Ansatz beim Spritzgießen ist besonders wichtig bei der Herstellung komplexer Teile und Komponenten, bei denen selbst die kleinste Abweichung bei den Formgebungsvariablen einen bemerkenswerten Einfluss auf den Prozess oder das Endprodukt haben kann. Das Ziel des wissenschaftlichen Spritzgießens umfasst also zwei Schlüsselstrategien:
- Entwicklung eines Prozesses, der wiederholbare Ergebnisse mit minimalen Abweichungen liefert
- Optimierung der Abmessungen oder mechanischen Eigenschaften eines Formteils
Ein weiterer Aspekt des traditionellen Formgebungsverfahrens hat mit der maschinellen Steuerung zu tun. Es wurde angenommen, dass es 20 oder mehr maschinelle Einstellungen gibt, die sich auf verschiedene Probleme mit dem geformten Produkt auswirken können (Abmessungen, Hohlräume, Verzug und andere Qualitätsprobleme). Bei der Untersuchung wurde versucht, Parallelen zwischen den Problemen mit den Teilen und den Einstellungen der Maschine zu finden.
Als sich im Laufe vieler Jahre herausstellte, dass die Maschineneinstellungen nur wenig oder gar nicht mit der Qualität der Teile korrelierten, verlagerte sich die Forschung von der traditionellen, maschinell gesteuerten Methode zu einem wissenschaftlich fundierten Ansatz. Die "Kunststoffperspektive" wurde zum revolutionären Blickwinkel der modernen Forschung, die auf den Gesetzen der Wissenschaft und nicht auf den Einstellungen der Spritzgussmaschinen beruht. Donald C. Paulson, der Mitte bis Ende der 1960er Jahre am General Motors Institute ein Kunststoff-Forschungslabor aufgebaut hatte, leistete mit diesem wissenschaftlichen Ansatz Pionierarbeit.

Paulson konzentrierte sich auf die vier Phasen der Kunststoffverarbeitung beim Spritzgießen, von denen bekannt ist, dass sie die Eigenschaften des geformten Teils steuern: Wärme, Druck, Fließen und Kühlung. Jeder dieser Schritte, so Paulsons Hypothese, "wird von den Gesetzen der Physik bestimmt. Erstens den Gesetzen der Wärmeübertragung, zweitens dem Poiseuille-Gesetz für Flüssigkeitsströmungen und drittens der Zustandsgleichung für Kunststoff".
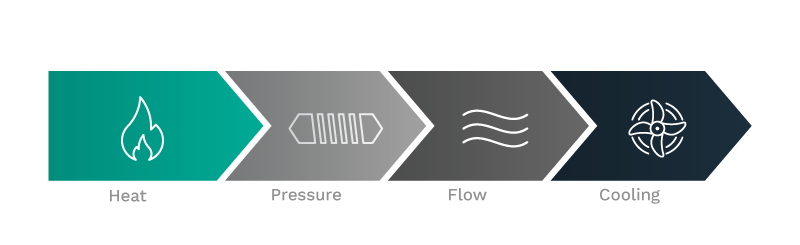
Die Messung und Aufzeichnung der Maschinen- und Kunststoffabweichungen für jeden der vier Zyklen über einen Zeitraum von vier Jahren führte Paulson und sein Forscherteam zu einer Reihe von branchenverändernden Schlussfolgerungen:
- Physikalische Gesetze, denen andere Materialien folgen, gelten auch für die Kunststoffverarbeitung
- Die vier Kunststoffvariablen bestimmen die Merkmale und Eigenschaften der geformten Teile
Die wissenschaftliche Herangehensweise an das Spritzgießen ändert nichts daran, dass der Spritzgießer die Maschineneinstellungen verstehen muss oder wie die Steuerungen einer Maschine die Kunststoffproduktion und die Teilequalität beeinflussen. Er hilft dem Spritzgießer jedoch dabei, bessere Entscheidungen über die Steuerungseinstellungen und Zykluszeiten zu treffen und Probleme mit den Teilen zu lösen, falls sie auftreten.
Das wissenschaftliche Spritzgießen konzentriert sich im Kern auf die Entkopplung der wesentlichen Schritte im Spritzgießprozess. Diese Entkopplung gewährleistet Präzision, Genauigkeit und Kontrolle über jede Phase des Spritzgießzyklus. Dank technologischer Fortschritte, insbesondere der Einführung des RJG eDart®-Systems, können Spritzgießer jetzt ein höheres Maß an Kontrolle und Konsistenz erreichen.
Mithilfe von Geräten und Software-Messwerkzeugen, wie dem RJG eDart-System, werden die Variablen jedes Zyklus innerhalb der Form kontinuierlich ausgewertet. Diese Echtzeitüberwachung wird von den unveränderlichen physikalischen Gesetzen für Kunststoffe geleitet. Diese Gesetze in Bezug auf Wärme, Druck, Strömung und Kühlung werden unter der Aufsicht von speziell ausgebildeten Ingenieuren genauestens kontrolliert, um sicherzustellen, dass jedes Bauteil den höchsten Standards entspricht.
- Startschuss: Die Kavität wird zu etwa 98 % gefüllt, wobei die Geschwindigkeit der wichtigste Kontrollparameter ist.
- Füllen und Verpacken: Die Kavität wird weiter gefüllt, bis sie ihr volles Fassungsvermögen erreicht hat. Das Material wird dann in der Kavität komprimiert oder "ausgepackt", wobei der Druck konstant gehalten wird. Bei den eDart-Systemen von RJG basiert die Maschinensteuerung auf dem Kunststoffdruck im Werkzeug. Diese Verlagerung hin zur Steuerung des Kunststoffdrucks, anstatt sich nur auf die Maschinenparameter zu verlassen, bietet ein robusteres Prozessfenster.
- Abkühlen und stabilisieren: Während das Formteil abkühlt, stabilisiert es sich. Erst wenn das Teil die gewünschte Stabilität erreicht hat, wird es ausgeworfen und die Maschine ist bereit für den nächsten dosierten Schuss.
Dieser entkoppelte Ansatz, der durch Technologien wie eDart von RJG weiter verbessert wird, bietet den Spritzgießern eine bessere Kontrolle über die Abmessungen der Teile. Noch wichtiger ist, dass es eine gleichbleibende Qualität von einem Zyklus zum nächsten gewährleistet, was in der Branche gemeinhin als Schuss-zu-Schuss-Konsistenz bezeichnet wird. Mit solchen fortschrittlichen Prozesskontrollen kann Rosti seinen Kunden eine bemerkenswert konstante Produktqualität garantieren.
Es ist nicht schwer, sich eine Welt ohne wissenschaftliche Formgebungsprinzipien vorzustellen: Produktvariationen durch starke Schwankungen von Temperatur, Druck und Viskosität, längere Zykluszeiten, geringere Maschineneffizienz, höhere Kosten, mehr Ausschuss und minderwertige Teile für die Kunden.
In unserem Beitrag über die Vorteile des wissenschaftlichen Spritzgießens heißt es: "Wissenschaftliche Spritzgießverfahren sind unerlässlich, um Ergebnisse zu erzielen, die schnellere Zyklen, höhere Stückzahlen und einen effizienteren Spritzgießprozess ermöglichen." Darüber hinaus können Probleme bei der Qualitätskontrolle vermieden werden, indem eine automatisierte Containment-Kontrolle und Rückverfolgbarkeit für bestimmte Anwendungen eingerichtet wird.
Zitat Stil
"Wissenschaftliche Spritzgießverfahren sind unerlässlich, um Ergebnisse zu erzielen, die schnellere Zyklen, höhere Stückzahlen und einen effizienteren Spritzgießprozess ermöglichen."
Die Technologie des wissenschaftlichen Spritzgießens bietet Herstellern die Möglichkeit, effizienter zu arbeiten und gleichzeitig einen globalen Wettbewerbsvorteil zu erzielen. Außerdem bietet sie OEMs und Kunden qualitativ hochwertigere Teile und weniger Ausschuss bei geringeren Kosten.
Die Prinzipien und Technologien des wissenschaftlichen Spritzgießens lösen das Problem, wie man Spritzgießmaschinen dazu bringt, jedes Mal gute Teile herzustellen.
Das Potenzial des wissenschaftlichen Spritzgießens entfaltet sich erst richtig, wenn es mit den neuesten Fortschritten in der Spritzgießtechnik kombiniert wird. Obwohl das wissenschaftliche Spritzgießen auf den Gesetzen der Physik beruht, hängt seine Wirksamkeit in hohem Maße von technologischen Innovationen ab, insbesondere in den Bereichen Technik, Ausrüstung und Software.
Ein hervorragendes Beispiel für diese Synergie ist die Einführung des RJG eDart-Systems für fortschrittliche Prozesssteuerung durch Rosti. Dieses System, das sich auf die Steuerung und Überwachung des Kunststoffdrucks in der Form konzentriert, hat entscheidend dazu beigetragen, dass Spritzgießer ihren Prozess anders angehen. Es geht nicht mehr nur um die Maschineneinrichtung oder die allgemeine Qualitätskontrolle; es geht um die Nutzung von Spitzentechnologie, um höchste Qualität zu gewährleisten und gleichzeitig Kosteneinsparungen zu erzielen.
Von der anfänglichen Maschineneinrichtung bis hin zu den komplizierten Details der Qualitätskontrolle und allem, was dazwischen liegt, unterstreicht Technologie, wie das RJG eDart-System, die Bedeutung kontinuierlicher Innovation. Solche Fortschritte haben es den Spritzgießern ermöglicht, die anspruchsvollen Anforderungen ihrer Kunden nicht nur zu erfüllen, sondern zu übertreffen. In diesem Zusammenhang ist die Technologie nicht nur ein Hilfsmittel, sondern ein entscheidender Faktor für den Gesamterfolg des Spritzgießprozesses. Lassen Sie uns dies im Folgenden näher beleuchten.
Die wissenschaftlichen Prinzipien der Formgebung folgen einem datengesteuerten Ansatz. Und Daten machen es möglich, Verbesserungen und wiederholbare Ergebnisse zu erzielen. Rosti nutzt zum Beispiel die Mold Flow Simulation Software von SOLIDWORKS®. Als vorgelagertes Werkzeug zur Konstruktionsvalidierung für Kunststoffspritzgießer bietet es einen vorausschauenden Einblick in die Konstruktion von Kunststoffteilen. Zu den wichtigsten Vorteilen der SOLIDWORKS-Softwaretechnologie gehören:
- Ein kürzerer Produktentwicklungszyklus und eine kürzere Gesamtzeit bis zur Markteinführung durch vorausschauende Einblicke in die Bauteilkonstruktion in den frühen Phasen.
- Besserer Einblick in die Geometrie von Kunststoffteilen, deren Vorhersage sonst zu schwierig oder zu teuer wäre.
- Die Fähigkeit, potenzielle Problembereiche in Bezug auf Einfallstellen, Schweißnähte, kurze Schüsse sowie andere Teilefehler und Unvollkommenheiten im Voraus zu erkennen.
Kurz gesagt: SOLIDWORKS hilft Spritzgießherstellern, die Teilekonstruktion gleich beim ersten Mal richtig zu machen. Dadurch können sie kostspielige Nacharbeiten an der Form vermeiden, die Teilequalität verbessern und die Markteinführungszeit verkürzen.
Das eDart-System von RJG, das für seine Beratungs- und Schulungsdienste bekannt ist und Vorzeigekurse wie entkoppeltes Gießen, Hochleistungsgießen und die Zertifizierung zum Master Molder 1 & II anbietet, hat sich als revolutionär für den Gießprozess bei Rosti erwiesen.
Die Einführung des RJG eDart-Prozesssteuerungssystems durch Rosti hat sich als wegweisend erwiesen. Das eDart-System wurde entwickelt, um Spritzgießer mit wichtigen Informationen zu versorgen, und ist in der Lage, den Ausschuss zu reduzieren, die Prozessstabilität zu gewährleisten und wiederholbare, qualitativ hochwertige Ergebnisse zu liefern.
Rosti hat sich immer zum Ziel gesetzt, eine hohe Auslastung der Pressen zu erreichen. Diese Bestrebungen erforderten eine flexible Pressenflotte und ein unerschütterliches Bekenntnis zu den Prinzipien der wissenschaftlichen Formgebung. Das eDart-System mit seinen fortschrittlichen Drucksensoren im Werkzeug verbesserte die Formgebungsvorgänge bei Rosti und ermöglichte eine noch nie dagewesene Kontrolle und Flexibilität.
Die Reise begann im September 2009, als Rosti angesichts der besonderen Herausforderungen das eDart-System in zwei unserer Druckmaschinen integrierte. Diese Integration erwies sich als so vorteilhaft, dass eine schnelle Ausweitung der Technologie folgte. Im Jahr 2010 verpflichtete sich Rosti zu einer zweijährigen Initiative, um sicherzustellen, dass jede Druckmaschine mit dem eDart-System ausgestattet ist. Dieses Streben nach Spitzenleistungen stellte sicher, dass unser Engagement für eine geschlossene Prozesssteuerung nicht nur eine Strategie, sondern ein bestimmendes Element unserer Unternehmenskultur war.
Eines der wichtigsten Ergebnisse war, wie Kurt Behrendt, der technische Leiter von Rosti, betonte, die "tiefgreifende Veränderung im Management der Teilekonsistenz über verschiedene Materialchargen hinweg". Erreicht wurde dies durch die Fähigkeit des eDart-Systems, Schwankungen des Kunststoffdrucks im Werkzeug zu überwachen und auszugleichen. Das Ergebnis? Eine unvergleichliche Konsistenz der von Rosti gefertigten Produkte.
Zu den wichtigsten Vorteilen der Integration des eDart-Systems von RJG in unseren wissenschaftlichen Formgebungsprozess gehören:
- Historische Datenaufzeichnung für jeden Guss, die unvergleichliche Einblicke ermöglicht.
- Produktionsüberwachung in Echtzeit, um bei Bedarf rechtzeitig eingreifen zu können.
- Erhebliche Verbesserungen in der Qualitätssicherung, die zu konsistenteren, erstklassigen Teilen führen.
- Drastische Verringerung des Ausschusses und der Bearbeitungszeit, wodurch die betriebliche Effizienz gesteigert wird.
Im Bereich des wissenschaftlichen Spritzgießens bildet die Verschmelzung von Werkzeugflusssimulationssoftware, Prozesssteuerungssystemen und Technologien wie eDart das Rückgrat einer robusten Automatisierungsstrategie. Unser tiefer Einblick in die Automatisierungsunterstützung folgt als nächstes.
Wir haben über die Wissenschaft des Gießens im Hinblick auf die physikalischen Gesetze, die Schritte im Prozess und die Rolle der Technologie in den Bereichen Design, Technik und Prozesskontrolle gesprochen. Aber die wissenschaftliche Formgebung ist noch nicht alles. Bei weitem nicht. Es beinhaltet und profitiert auch von der Automatisierung und hochqualifizierten Arbeitskräften.
In diesem Abschnitt geht es um die Auswirkungen der Automatisierung auf den wissenschaftlichen Spritzguss, im nächsten um die Bedeutung von speziell ausgebildeten Ingenieuren und Technikern.
Die Erfindung und der Einsatz von automatisierten Werkzeugen und Robotern haben sich auf praktisch jede Branche positiv ausgewirkt. Das gilt auch für die Spritzgießbranche. Machen Sie sich nichts vor: Je mehr ein Kunststoff-Spritzgießer seine Arbeitsabläufe automatisieren kann, desto mehr wird er in der Lage sein, sein Geschäft auszubauen und sich einen globalen Wettbewerbsvorteil zu verschaffen.
Das ultimative Merkmal eines wissenschaftlichen Formbetriebs ist eine vollautomatische Produktionsanlage, wie sie Rosti seit 2011 in seinem Werk am Bunsen Drive betreibt. Eine vollautomatische Anlage wird manchmal auch als "Lights out"-Anlage bezeichnet. Das Herstellungsverfahren in Rostis Bunsen Drive-Werk ist so einzigartig, dass das Unternehmen für dieses Verfahren das US-Patent Nr. 8.827.674 B1 erhielt: Ein spezialisiertes Spritzguss-Fabriksystem und die dazugehörige Anlage mit Maschinen im ersten Stock und der Harzversorgung im Zwischengeschoss.
Vor vier Jahren haben wir veröffentlicht, wie eine Lights-Out-Fertigungsanlage das Spritzgießen verändert hat. Darin haben wir den Lights-Out-Prozess wie folgt beschrieben:
Lights-Out-Manufacturing" beschreibt den Prozess, bei dem Fabriken und Produktionsanlagen mit innovativen und automatisierten Maschinen ausgestattet werden, um Aufgaben auszuführen, die normalerweise die Anwesenheit eines Menschen erfordern würden. Im Wesentlichen kann die Produktionsanlage "ohne Licht" laufen - oder ohne wesentliche Unterstützung durch menschliche Arbeitskräfte, Licht, Wärme und andere kostspielige Faktoren für ein Unternehmen. Lights-Out-Fertigungsverfahren ermöglichen es Unternehmen auch, Anlagen 24 Stunden am Tag und 7 Tage die Woche in Betrieb zu halten, ohne dass mehrere Schichten von Arbeitskräften erforderlich sind."
In diesem Artikel haben wir auch festgestellt, dass "es den Unternehmen nicht nur ermöglicht hat, die Kosten und die Durchlaufzeit zu verbessern, sondern auch die Wahrscheinlichkeit von Fehlern zu verringern und die Gesamtqualität der hergestellten Produkte zu erhöhen." Wir haben eine Reihe von Möglichkeiten aufgezeigt, wie eine Lights-out-Anlage das Spritzgießen verändert hat, nämlich:
- U.S.-Hersteller sind in der Lage, sich einen globalen Wettbewerbsvorteil zu verschaffen.
- Große Aufträge können schnell abgewickelt werden, ohne dass die höheren Kosten für zusätzliche Schichten anfallen.
- Die Anforderungen an Qualitätskontrolle, Lieferung und Kostendämpfung können erfüllt werden.
- Für die Verwaltung und Wartung modernster Automatisierungsanlagen und -prozesse sind hochqualifizierte und engagierte Mitarbeiter erforderlich.
Ja, wissenschaftliches Gießen umfasst die Technologien der Formfüllsimulationssoftware, der RJG eDart-Prozesssteuerung, hochmoderne Materialhandhabungssysteme, Teiletransportsysteme, Robotertechnik und eine vollautomatische, beleuchtete Anlage.
Zitat Stil
"Lights-out-Manufacturing"beschreibt den Prozess, bei dem Fabriken und Produktionsanlagen mit innovativen und automatisierten Maschinen ausgestattet werden, um Aufgaben auszuführen, die normalerweise die Anwesenheit eines Menschen erfordern würden.
Dennoch können diese sich ständig weiterentwickelnden Technologien und die "Lights-out"-Methode einem Unternehmen nicht erlauben, völlig frei zu arbeiten. Ohne sachkundiges und gut geschultes Personal wäre all dies einfach nicht möglich.
Die Mischung aus erfahrenen Veteranen und hoch motivierten jungen Fachkräften ist für das automatisierungs- und wachstumsorientierte globale Geschäftsmodell von Rosti von entscheidender Bedeutung. Als Nächstes befassen wir uns mit der wichtigen Rolle, die speziell ausgebildete Ingenieure und Techniker in der wissenschaftlichen Formgebung spielen.
Zwar ist das Verständnis der Feinheiten von Physik und Technologie nicht zwingend erforderlich, um die transformative Wirkung des wissenschaftlichen Spritzgießens auf den Spritzgießprozess zu erkennen, doch ist es unbestreitbar wichtig, spezialisierte Ingenieure und Techniker am Ruder zu haben. Ihr Fachwissen stellt sicher, dass die wissenschaftlich gestützten Spritzgießsysteme mit Präzision und Effizienz betrieben werden.
Rosti's umfassender Ansatz zur Ausbildung und Schulung im Bereich Molding
Rosti legt großen Wert auf Fachwissen in der Formgebung. Die strategische Einstellung und Ausbildung des Unternehmens spiegeln ein unermüdliches Engagement für die Förderung von Spitzenleistungen wider, einschließlich:
- Praktika-Pipeline: Jeden Sommer nimmt Rosti zwischen zwei und vier Praktikanten auf. Dieser proaktive Ansatz gewährleistet einen stetigen Strom potenzieller Talente und bereitet auf den voraussichtlichen Personalbedarf vor.
- Gezielte Rekrutierung: Rosti stellt gezielt Ingenieure aus Bildungseinrichtungen ein, in denen die Studenten sowohl theoretisch als auch praktisch in der wissenschaftlichen Formgebung geschult werden. Dadurch wird sichergestellt, dass die neuen Mitarbeiter vom ersten Tag an mit den Feinheiten der Branche vertraut sind.
- Kontinuierliche innerbetriebliche Schulung: Durch die Zusammenarbeit mit Branchenexperten wie RJG erhalten die Mitarbeiter von Rosti regelmäßig Schulungen zu fortschrittlichen Konzepten wie entkoppelten II- und III-Formprozessen, Drucksensorspezifikationen, der Interpretation von eDart-Systemausgaben und vielem mehr.
- Vierstufiger Lehrplan: Um sein Engagement für Spitzenleistungen weiter zu festigen, hat Rosti einen umfassenden vierstufigen Lehrplan entwickelt. Dieses Programm wurde sorgfältig entwickelt, um einen Anfänger in der Formgebung auf ein Niveau zu heben, auf dem er für die Teilnahme an einem RJG Master Molder-Kurs vorbereitet ist. Die Mischung aus Vor-Ort-Schulung und unschätzbarem Mentoring durch hauseigene Gießereimeister ebnet den Weg für Rosti, die nächste Generation von Teammitgliedern heranzuziehen.
Entkoppeltes II-Formen:
Bei diesem Verfahren wird die Form bis zu einer bestimmten Position gefüllt. Anschließend werden die Pack- und die Nachdruckphase kombiniert, wobei der Druck der zweiten Stufe zum vollständigen Ausfüllen der Form verwendet wird. Dies wird fortgesetzt, bis der Anschnitt verschlossen ist.
Entkoppeltes III-Formen:
Bei diesem Verfahren wird die Form zunächst bis zu einer bestimmten Position gefüllt. In einer zweiten Füllphase oder durch maschinelles Packen wird die Form dann bis zu einem bestimmten Werkzeuginnendruck gefüllt. Sobald dies erreicht ist, wird der Prozess beibehalten, bis die Anschnittdichtung hergestellt ist.
Das Prozesskontrollsystem eDart von RJG ist auf die Unterstützung entkoppelter Formgebungsprozesse zugeschnitten. Es hilft Spritzgießern bei der Überwachung kritischer Daten, der Steuerung von Variablen in Echtzeit und der Gewährleistung der Konsistenz von Schuss zu Schuss. Durch die Integration von Technologien wie Drucksensoren im Werkzeug bietet das eDart-System Einblicke und Kontrollen, die für die präzisen, schrittweisen Verfahren des entkoppelten Spritzgießens erforderlich sind.
Die Ingenieure von Rosti sind während des gesamten wissenschaftlichen Formprozesses eng eingebunden. Das beginnt bereits in der Phase der Konstruktionsspezifikation, in der die Ingenieure sowohl das zu formende Teil als auch das für den Prozess verwendete Werkzeug entwerfen. Von dort aus kann der Ingenieur festlegen, wie die Drucksensoren in alle neuen Formen integriert werden sollen.
Sobald die Sensoren angebracht sind, kann das Werkzeug unter der Leitung und Beobachtung von Ingenieuren getestet werden. Die Tests werden durchgeführt, um alle Variablen und die für eine gleichmäßige und optimale Produktion erforderlichen Parameter zu ermitteln.
Mit dem Feedback der leitenden Prozesstechniker von Rosti genehmigen unsere Ingenieure die Auswahl von entkoppelten II- oder entkoppelten III-Prozessen für jede Form und bestätigen diese Prozessvorlage für PPAP (Production Part Approval Process) und die laufende Produktion. Sobald die Produktion hochgefahren ist, überwachen die Ingenieure weiterhin die Messwerte und den Output, um den Prozess aufrechtzuerhalten und zu optimieren, um die bestmöglichen Ergebnisse zu erzielen.
Die fertigungsgerechte Konstruktion ist ein wichtiges Kriterium für die Kostenreduzierung beim wissenschaftlichen Spritzgießen. Boothroyd Dewhurst, Inc. war das erste Unternehmen, das Design for Manufacturing and Assembly (DFMA) kommerziell nutzte, und stellte fest, dass 80 % der Kosten eines neuen Produkts direkt mit dem Design zusammenhängen.
John Gilligan, Präsident von Boothroyd Dewhurst, Inc. meint: "Der Einsatz von DFMA zur Unterstützung bei der Auswahl der richtigen Strukturen, Materialien, Prozesse und Arbeitskräfte ist von entscheidender Bedeutung, da Unternehmen auf den heutigen globalen Märkten nur wenige zweite Chancen erhalten."
Daher ist der beste Zeitpunkt für einen Werkzeugmacher/Spritzgießer, sich bereits in einer frühen Phase des Entwicklungszyklus in den Designprozess einzubringen. Auf diese Weise lassen sich die Ziele des Kunden am besten verstehen und unerwartete Überraschungen vermeiden.
In Rostis umfassendem Leitfaden zur fertigungsgerechten Konstruktion beim Kunststoffspritzgießen haben wir einen vierteiligen Ansatz zur Konstruktionsoptimierung entwickelt. Sie lauten wie folgt:
Design für die Fertigung
Design for Manufacturing (DFM) beschreibt den Prozess des Entwurfs oder der Entwicklung eines Produkts zur Senkung der Herstellungskosten, so dass potenzielle Probleme bereits in der Entwurfsphase behoben werden können, da dies der kostengünstigste Weg ist, sie zu beheben.
Design für Funktionalität
Während des gesamten Prozesses der Konstruktion von Kunststoffteilen ist es unerlässlich, die funktionalen Anforderungen an das Teil im Auge zu behalten. Erfahrene Konstrukteure sollten Empfehlungen für Änderungen aussprechen, die dazu beitragen, dass das Teil seine funktionalen Anforderungen erfüllt, z. B. welche Elemente das Teil ausgesetzt sein wird, welche chemischen oder korrosiven Materialien das Teil aushalten muss, welche funktionalen kosmetischen Eigenschaften es haben soll und vieles mehr.
Design für die Montage
Design for Assembly (DFA) ist ein Prozess, bei dem Produkte unter dem Gesichtspunkt der Montagefreundlichkeit mit dem Ziel entwickelt werden, die Montagezeit und -kosten zu reduzieren. Die Reduzierung der Anzahl der Teile in einer Baugruppe ist in der Regel der Punkt, an dem die größten Kostenvorteile von DFA auftreten.
Design für Nachhaltigkeit
Beim Design für Nachhaltigkeit liegt der Schwerpunkt auf der Konstruktion von Teilen mit dem Ziel der Druckmessung - die Einhaltung von Toleranzen durch kontinuierliche Messungen.
Laut Kip Doyle, Autor eines Artikels über die 10 wichtigsten Gründe, warum Spritzgießer beim wissenschaftlichen Spritzgießen scheitern, kommen viele Spritzgießer nicht über einen "maschinenorientierten" Ansatz hinaus und formen aus der "Sicht des Kunststoffs". Er zitiert, dass viele Artikel über die vier primären Kunststoffvariablen (Kunststofftemperatur, Kunststofffluss, Kunststoffdruck und Kunststoffabkühlungsrate und -zeit) geschrieben wurden, und dass ein wissenschaftlicher Spritzgießer diesen Ansatz verstehen und den Prozess aus der Perspektive des Kunststoffs optimieren muss.
Die Abstimmung mit Ihrem Spritzgießpartner bei der Auswahl des besten Harzes zu einem frühen Zeitpunkt im Design for Manufacturability-Prozess ist für den Produktionserfolg eines Teils entscheidend. Ein guter Ausgangspunkt ist ein allgemeines Verständnis der beiden Haupttypen von Harzen - amorph und teilkristallin.
Polymere bestehen aus Strukturen, die durch ihre Kristallinität definiert sind, d. h. wie die Moleküle des Polymers zusammengepackt sind.
Kristalline Strukturen sind in den meisten Fällen sehr geordnet, was dem Material Festigkeit und Steifigkeit verleiht. Amorphe Polymere sind das Gegenteil davon. Manchmal ist die Unterscheidung zwischen den beiden nicht eindeutig. Bei den meisten Polymeren gibt es eine Mischung aus kristallinen und amorphen Strukturen. Wie das Polymer verarbeitet wird, bestimmt den genauen Anteil der beiden Strukturen.
In unserem Beitrag über die Vorbereitung der Auswahl von Spritzgießharzen gehen wir näher auf die Unterschiede bei den Polymeren ein.
Wenn Sie die beabsichtigte Endanwendung für Ihr Spritzgussteil in Betracht ziehen, ist die Kenntnis dieser Schlüsseleigenschaften für die Auswahl des besten Harzes unerlässlich.
Erscheinungsbild und Geometrie des Teils
Das Gesamterscheinungsbild und die Geometrie eines Teils haben einen erheblichen Einfluss auf die Formbarkeit und die Art des zu verwendenden Kunststoffs. Das Teiledesign, einschließlich Größe, Form und Wandstärke, kann ein Teil anfällig für Defekte machen, während Merkmale wie Schnitte, Hinterschneidungen, Vorsprünge, Rippen und mehr den Formgebungsprozess erschweren können.
Es ist von entscheidender Bedeutung, dass Spritzgießer die neueste Technologie nutzen, um Simulationen durchzuführen, um die Spezifikationen der Werkzeugkonstruktion und die Auswahl der Kunststoffe zu optimieren, bevor ein Projekt für die Produktion fertiggestellt wird - hier bietet die SolidWorks Premium-Kunststoffflusssimulation bereits in den frühen Phasen einen vorausschauenden Einblick.
Teil Stärke und Flexibilität
Auch die Materialauswahl spielt eine entscheidende Rolle für die Festigkeit und Flexibilität Ihres Formteils. Die frühzeitige Berücksichtigung spezifischer Anforderungen im Designprozess kann Ihnen helfen, spätere kostspielige Änderungen zu vermeiden. Die Ausgewogenheit von Eigenschaften wie Steifigkeit, Haltbarkeit, Zähigkeit und anderen ist der Schlüssel zum Erreichen einer optimalen Teilefunktionalität.
Verwendung von Zusatzstoffen
Wenn die Leistung eines Materials mit den verfügbaren Harzen nicht erreicht werden kann, können kundenspezifische Materialmischungen erstellt werden, um die Eigenschaften mehrerer Harze zu verbessern. Verstärkungsmaterialien mit Additiven können die Festigkeit von Teilen erhöhen und ihnen Steifigkeit verleihen, wodurch Verzug und Schrumpfung verringert werden können. Zusatzstoffe wie Glas- oder Kohlenstofffasern können die Leistung der Teile erhöhen und den Fluss, den Ausstoß und die Dispersion verbessern.
Materialien für hohe Temperaturen
Wir haben bereits erwähnt, dass das Design beim Spritzgießen eine wichtige Rolle spielt. Dies ist besonders wichtig, wenn Hochtemperaturwerkstoffe verwendet werden, um die Festigkeit, Stabilität und andere Eigenschaften eines Teils zu erhöhen, die für seine einzigartige Anwendung unerlässlich sind. Konventionelle Spritzgießtechniken sind bei Hochtemperatur- und exotischen Harzen nicht immer effektiv.
Einige Eigenschaften von hochhitzebeständigen und exotischen Harzen sind einzigartig und können sich von einer Anwendung zur anderen unterscheiden. Um die Vorteile des Designs und des Materials voll auszuschöpfen, müssen erfahrene Konstrukteure und Spritzgießer eine Reihe von Faktoren berücksichtigen. In diesem Beitrag werden einige grundlegende und weiterführende Tipps gegeben, die bei der Konstruktion von Teilen für das Spritzgießen unter Verwendung von Hochtemperatur- oder exotischen Harzen berücksichtigt werden sollten.
Die Verweilzeit des Kunststoffs ist die Zeit, in der der Kunststoff oder das Harz während der Herstellung der Hitze ausgesetzt ist.
Wenn Sie sich die Zeit nehmen, die spezifische Verweilzeit des Kunststoffs für den jeweiligen Herstellungsprozess zu berechnen, können Sie Ihre Materialleistung und das gesamte Endprodukt verbessern.
Die Kenntnis der Verweilzeit des Materials in der ersten Stufe der Schnecke kann Ihnen helfen, die optimale Zeit und Temperatur für Ihre Produktionsanforderungen zu ermitteln.
Wie wirkt sich die Verweildauer von Kunststoffen aus?
Eine zu lange Verweilzeit des Kunststoffs kann die Qualität der Teile auf verschiedene Weise beeinträchtigen:
- Allgemeine Schwäche der produzierten Teile
- Farbabweichung
- Mit dem Auge nicht sichtbare Verschlechterung
- Ein insgesamt kompromittiertes Produkt
Sie kann sich jedoch auch auf die Maschinenleistung auswirken und zu Inkonsistenzen bei der Schmelzequalität und dem Schussgewicht sowie der Schmelzetemperatur führen.
Unabhängig davon, wie viele gemeinsame Formeln oder Berechnungen es gibt, sollte die Verweilzeit des Kunststoffs von jedem einzelnen Hersteller berechnet werden, um das richtige Verhältnis für sein spezielles Produkt zu ermitteln.
Mit Hilfe wissenschaftlicher Formpraktiken nutzt Rosti die aufgezeichneten Daten, um die Qualitätskontrolle zu bewerten und die erforderlichen Anpassungen an den Werkzeugen vorzunehmen, wodurch die Gesamtqualität der Teile verbessert und die negativen Auswirkungen einer schlecht berechneten Kunststoffverweilzeit vermieden werden.
Hier erfahren Sie mehr über die Bedeutung der Berechnung der Verweilzeit von Kunststoffen.
Kunststoffvariablen erfordern ein Verständnis der Beschaffenheit des zu formenden Materials und seiner bevorzugten Formbedingungen. Wenn die wichtigsten Eigenschaften, das Verhalten und die Reaktion eines Materials auf die Verarbeitung bekannt sind, können wissenschaftliche Gießer den Gießprozess optimieren, um das bestmögliche Teil zu produzieren.
Die Herstellung von Werkzeugen für Prototypen und Produktionskomponenten ist eine der zeit- und kostenintensivsten Phasen bei der Entwicklung neuer Produkte. Um die Fertigungszeiten und -kosten zu reduzieren, wurden die Prototyping- und Fertigungsverfahren durch die Entwicklung wissenschaftlicher Formgebungsverfahren rasch weiterentwickelt.
Bei der wissenschaftlichen Formgebung werden Daten verwendet, um ein Verfahren zu entwickeln, das wiederholbare Ergebnisse mit geringen oder keinen Abweichungen liefert. Durch Fachwissen über Kunststoffe und Tests können die maßlichen und mechanischen Eigenschaften eines Formteils optimiert werden. Dies wird häufig durch den Einsatz von Formfüllsimulationen und Prozesssteuerungssystemen erreicht. Vorausschauende Erkenntnisse, Prozessvalidierung und eine vollständige Prozessdokumentation sind für die Herstellung anspruchsvoller Teile unerlässlich.
Teil-Optimierung
Konstrukteure sollten sich bei der Optimierung des Teiledesigns für spezielle Anwendungen auf frühere Erfahrungen und Fachkenntnisse stützen. Wissenschaftliche Elemente der Formgebung im Zusammenhang mit dem Teiledesign können die Verwendung der neuesten Software und Technologie beinhalten, einschließlich computergestützter Konstruktion, Formfluss und Prototypentwicklung, die die Endanwendung des Teils validiert.
Zu den gestalterischen Überlegungen können gehören:
- Radius, Entformungswinkel, Einfallstellen, Wandstärke usw.
- Standort des Tores
- Positionen der Schweißnaht
- Umwelt-/Endverbrauchsfaktoren
- Teil Ästhetik
Spritzgießer sollten wissen, wie sie vermeiden können, dass sie ein Teil entwerfen, das Werkzeug bauen und mit dem Gießprozess beginnen, nur um dann festzustellen, dass der Entwurf in der Produktion nicht funktioniert. Der Bau von Prototypenwerkzeugen ist eine hervorragende Methode zur Validierung und Optimierung kritischer Werkzeug- und wissenschaftlicher Formgebungsvariablen.
Werkzeug-Optimierung
Wissenschaftliche Formgebungsverfahren können auch zur Optimierung der Werkzeugkonstruktion oder zur Optimierung schlecht konstruierter Werkzeuge eingesetzt werden. Es ist wichtig, dass Spritzgießwerkzeuge auf ihre Leistung bei der Herstellung gleichmäßiger, fehlerfreier Teile geprüft werden. Ingenieure sollten jeden Aspekt der mechanischen Funktionalität eines Werkzeugs unter Verwendung der entsprechenden Materialeinstellungen untersuchen.
Anschließend können Tests durchgeführt werden, um etwaige Ungleichgewichte zwischen den Kavitäten festzustellen. Wenn diese Analyse abgeschlossen ist, kann eine Untersuchung der Anschnittdichtungen durchgeführt werden, um Daten darüber zu sammeln, wo die Anschnitte an welchen Stellen in den Formkavitäten vollständig abdichten. Die Aufzeichnung der Ergebnisse und die Abgabe von Empfehlungen für Anpassungen des Prozesses oder der Werkzeuge sind für die Behebung potenzieller Mängel von entscheidender Bedeutung.
Die Qualitätskontrolle ist ein wesentlicher Bestandteil der Verfeinerung und Perfektionierung des wissenschaftlichen Formprozesses. Die Möglichkeit, aufgezeichnete Daten zu nutzen und zu analysieren, bedeutet, dass proaktiv Anpassungen vorgenommen werden können, um die Gesamtqualität der geformten Teile zu verbessern. Sobald diese Qualitätsmaßstäbe erreicht sind, können die Prinzipien des Scientific Molding den Fertigungsfluss erheblich rationalisieren. Die gesteigerte Effizienz ist so ausgeprägt, dass der Bedarf an Bedienereingriffen und Maschinenüberwachung sinkt.
Führende Spritzgießer wenden jetzt bahnbrechende "Lights-out-Manufacturing"-Strategien an. In diesen Einrichtungen übernehmen fortschrittliche automatisierte Anlagen Vorgänge, die traditionell menschliches Eingreifen erforderten, was das Potenzial der Technologie in der modernen Fertigung verdeutlicht.
Die kontinuierlichen Fortschritte in der wissenschaftlichen Formgebung ermöglichen den Herstellern technologiegesteuerte Prozesse, die ihnen einen soliden Wettbewerbsvorteil auf globaler Ebene verschaffen.
Darüber hinaus bietet RJG Spritzgießern die Möglichkeit, wichtige Parameter in Echtzeit zu überwachen. Durch die Bereitstellung von Einblicken in kritische Variablen können Hersteller eine gleichbleibende Qualität aufrechterhalten, den Ausschuss reduzieren und ihre Gießprozesse stabilisieren. Dieses System hilft auch bei der Überwachung von Schwankungen des Kunststoffdrucks in der Form und stellt sicher, dass die Qualität der Produkte über verschiedene Produktionsläufe hinweg gleich bleibt.
Die Drucksensoren von RJG im Werkzeug bieten eine zusätzliche Überwachungs- und Steuerungsebene. Das Messen und Verwalten der Drücke innerhalb der Form ist ein entscheidender Faktor, um konsistente und hochwertige Teile zu erhalten.
Die Fähigkeit, historische Verarbeitungsdaten zu jedem Schuss aufzuzeichnen, bedeutet, dass Spritzgießer eine Fülle von Informationen zur Verfügung haben, um ihre Prozesse zu analysieren und zu verbessern. Dieser datengesteuerte Ansatz ermöglicht eine proaktive Reaktion auf Qualitätsabweichungen, was zu besser vorhersehbaren und zuverlässigen Ergebnissen führt.
Die Fortschritte in der wissenschaftlichen Formgebung haben sich auf die Kunststoffindustrie in hohem Maße ausgewirkt. Sie haben es den Unternehmen nicht nur ermöglicht, ihre Kosten und Durchlaufzeiten zu verbessern, sondern auch die Wahrscheinlichkeit von Fehlern zu verringern und die Gesamtqualität der hergestellten Produkte zu erhöhen. Weitere Beispiele sind:
Wettbewerbsvorteil
Bei der Entwicklung und Herstellung komplexer Spritzgussteile ist es von großem Vorteil, einen Partner zu haben, der modernste Verfahren einsetzt und gleichzeitig geografisch gut erreichbar ist. Viele Unternehmen erkennen die Vorteile, die sich aus der räumlichen Nähe ihrer Fertigungspartner ergeben. Die Fähigkeit, schnell zu reagieren und wichtige Änderungen innerhalb eines engen Zeitrahmens vorzunehmen, ist ein wichtiger Faktor, der bei der Auswahl eines Herstellers häufig ins Spiel kommt. Wenn Produktionsstätten fortschrittliche Fertigungsverfahren, einschließlich Lights-Out-Funktionen, einführen, wird ihren Partnern vermittelt, dass sie so effizient wie möglich arbeiten und Teile herstellen.
Schnellerer Turnaround bei geringeren Kosten
Wenn Fertigungsprozesse auf intelligente und datengesteuerte Weise eingerichtet und überwacht werden, können Unternehmen ihre Produktionskapazitäten steigern und Aufträge viel schneller abwickeln. Das automatisierte Spritzgießen ist zwar nicht für jeden Auftrag geeignet, aber am besten für Aufträge mit mittlerem und hohem Volumen, etwa 2.000 Stunden pro Jahr oder mehr.
Darüber hinaus können die Kapazität, die Geschwindigkeit und die Arbeitseffizienz, die durch wissenschaftliche Formgebungsverfahren erzielt werden, an den Kunden weitergegeben werden, was letztendlich die Gesamtproduktkosten senkt. Wenn das Verfahren richtig gehandhabt wird, verbessert es auch die Flexibilität der OEM-Produktion.
Bestens ausgebildete Arbeitskräfte
Wenn wir über Automatisierung, Lights-Out-Fertigung und andere wissenschaftliche Formgebungsangebote eines Spritzgießers sprechen, wird viel Wert auf die positiven Eigenschaften gelegt, die mit der Reduzierung menschlicher Arbeit verbunden sind. Zwar kann der Prozess zu einem rationelleren Produktionsansatz führen und die Anzahl der beteiligten Personen verringern, aber nicht alle Projekte können mit Hilfe von Technologie durchgeführt werden. Hochmoderne Technologien und Verfahren erfordern gut ausgebildete und engagierte Mitarbeiter, die kluge Entscheidungen treffen und die Anlagen warten können.
Schutz für geistiges Eigentum
Wenn Produkthersteller auf Innovation und schnelle Markteinführung angewiesen sind, um in ihrer Branche wettbewerbsfähig zu sein, kann die Auslagerung verschiedener Produktionsaspekte dazu führen, dass Entwürfe Patentverletzungen, Fälschungen und mehr ausgesetzt werden. Die Zusammenarbeit mit einem seriösen und sachkundigen Partner, der Design, Entwicklung und Produktion unter einem Dach vereint, stellt sicher, dass der Hersteller sein gesamtes geistiges Eigentum sowie die im Laufe des Prozesses gewonnenen Erkenntnisse schützt und bewahrt.
Sie können Geld sparen, wenn Sie mit einem Spritzgießer zusammenarbeiten, der wissenschaftliche Formgebungsverfahren einsetzt, um Formen intelligent zu gestalten und Teile zu validieren. Wenn Formen intelligent konstruiert sind, wird weniger Material verbraucht, und die Fehlerquote sinkt - beides trägt direkt zur Kostensenkung bei.
Darüber hinaus kann die Zusammenarbeit mit einem Spritzgießer, der Verbesserungsmöglichkeiten während einer Analyse der fertigungsgerechten Konstruktion erkennen kann, zu erheblichen Einsparungen führen. Durch die frühzeitige Identifizierung von Problemen wie Radius, Entformungswinkel, Wandstärke, Anschnittposition und anderen formbaren Merkmalen lassen sich finanzielle und kosmetische Probleme im Laufe des Prozesses vermeiden. In der Tat können bis zu 80 Prozent der Herstellungskosten durch Designentscheidungen bestimmt werden.
Warum Rosti für Ihr nächstes wissenschaftliches Formprojekt?
Scientific Molding ist ein systematischer und umfassender Ansatz, um die Effizienz, die Kostenstruktur und die Produktionskapazitäten zu schaffen, die ein Hersteller benötigt, um auf globaler Ebene wettbewerbsfähig zu sein.
Durch die Einführung wissenschaftlicher Formgebungsverfahren ist Rosti in der Lage, seinen Kunden sowohl hervorragende Qualität als auch Kosteneinsparungen zu bieten. Durch den Einsatz hochmoderner Technologien und Verfahren sind wir in der Lage, Teile effizienter zu produzieren und gleichzeitig die Häufigkeit der Qualitätskontrollen zu verringern, die zur Gewährleistung guter Teile erforderlich sind. Das gut ausgebildete und sachkundige Team von Rosti gibt unseren Kunden die Gewissheit, dass ihre Produkte vom ersten bis zum 2.000.000sten Teil und darüber hinaus konsistent produziert werden.
Möchten Sie mehr über die wissenschaftliche Formgebung bei Rosti erfahren? Wenn Sie mehr über unseren Ansatz erfahren oder Ihr nächstes Projekt besprechen möchten, kontaktieren Sie uns noch heute!
Laden Sie dieses
Whitepaper herunter

Tags
Teilen Sie

Scientific Molding
Es ist nicht schwer zu verstehen, wie Computer und Innovation in den letzten 35 Jahren Branchen aller Art positiv beeinflusst haben. Dieses Whitepaper herunterladen

Umstellung von Metall auf Kunststoff: Vom vermeintlichen Risiko zum nachgewiesenen Vorteil
Ein praktischer Leitfaden für OEMs zur Bewertung von Kosten, Leistung und Skalierbarkeit Die Umstellung von Metall auf Kunststoff ist längst keine experimentelle Ingenieursleistung mehr. Es handelt sich um eine bewährte Fertigungsstrategie, mit der OEMs ...
Mehr lesen
Umweltverträglichkeit beim Kunststoff-Spritzgießen
Bei Rosti ist Nachhaltigkeit mehr als eine Richtlinie - sie ist die Grundlage dafür, wie wir Lösungen entwickeln, herstellen und liefern. Als globaler Spritzgießer mit über 80 Jahren Erfahrung,...
Mehr lesen
Kunststoff-Spritzgießen 101
Dieser Leitfaden gibt Ihnen einen umfassenden Überblick über den Kunststoffspritzgussprozess vom Entwurf bis zur Produktion - einschließlich der wesentlichen Elemente des Spritzgießens.
Mehr lesen
Fortschritte bei der Herstellung von Kunststoffprototypen in Produktionsqualität
Die Entwicklung von Prototypen in Produktionsqualität hat sich in den letzten Jahren erheblich weiterentwickelt.
Mehr lesen
Leitfaden E-Mobilität
Rosti arbeitet mit einigen der weltweit führenden Hersteller zusammen, um die Herausforderungen bei der Herstellung von Elektromobilität zu bewältigen. Dies ist ein Sektor mit rasantem Wachstum - angetrieben durch den Druck auf die Umwelt...
Mehr lesen
Leitfaden für die Umwandlung von Metall in Kunststoff
Dieser Leitfaden hilft Ihnen, den Prozess der Metall-Kunststoff-Umwandlung und seine Vorteile zu verstehen und zeigt Ihnen, wie Sie mit Ihrem Spritzgießer zusammenarbeiten können, um alle Elemente der fertigungsgerechten Konstruktion gemeinsam zu gestalten.
Mehr lesen