
Enjeksiyon Kalıplama Bilimsel Kalıplama için Eksiksiz Kılavuz
Bilgi işlem ve inovasyonun son 35 yılı aşkın süredir her türden endüstriyi nasıl olumlu etkilediğini anlamak zor değil. Enjeksiyon kalıplama endüstrisi de bir istisna değildir. Günümüzde plastik enjeksiyon kalıplama büyük ölçüde bilimsel bir yaklaşıma dayanmaktadır.
Bilimsel kalıplama, genel ürün tutarlılığını artırırken dalgalanmaları en aza indirmek için doldurma, paketleme ve tutma aşamalarının ayrı ayrı ele alındığı bir süreçtir. Aşamaların ayrılması, ayrıştırılmış enjeksiyon kalıplama olarak da bilinir. Bilimsel enjeksiyon kalıplama ekipmanı, yazılımı ve uygulamalarını kullanan kalıpçılar, bilimsel kalıplama eğitmeni John Bozzelli'ye göre, "döngü sürelerini azaltabilir, makine verimliliğini artırabilir ve sonuçta daha fazla para kazanabilir."
Geleneksel enjeksiyon kalıplama yönteminde kalıp, boşluğu doldurmak için sabit bir basınç altında tek bir atışla doldurulur. Bilimsel kalıplamada, boşluk belirli bir hızda yaklaşık yüzde 90-97'ye kadar doldurulur. Bir sonraki aşamada, makine hız kontrolünden basınç kontrolüne geçer, burada boşluk doldurulur veya işlemi tamamlamak için "paketlenir".
Bilimsel yöntem, atıştan atışa daha fazla tutarlılık ve parçanın özellikleri üzerinde daha iyi kontrol sağlar. Buna karşılık, geleneksel enjeksiyon kalıplama yönteminde parça boyutlarında genellikle döngüden döngüye büyük farklılıklar söz konusudur.
Bilimsel bir enjeksiyon kalıplama yaklaşımı, kalıplama değişkenlerindeki en küçük varyasyonun bile süreç veya bitmiş ürün üzerinde dikkate değer bir etkiye sahip olabileceği karmaşık parçaların ve bileşenlerin üretiminde çok önemlidir. Bununla birlikte, bilimsel enjeksiyon kalıplama hedefi iki temel strateji içermektedir:
- Minimum varyasyonla tekrarlanabilir sonuçlar üreten bir süreç geliştirin
- Kalıplanmış bir parçanın boyutsal veya mekanik özelliklerini optimize etme
Geleneksel kalıplama sürecinin bir başka yönü de makine bazlı kontrolle ilgilidir. Kalıplanmış ürünle ilgili çeşitli sorunları (boyutlar, boşluklar, çözgü ve diğer kalite sorunları) etkileyebilecek 20 veya daha fazla makine tabanlı ayar olduğuna inanılıyordu. Araştırma, makine ayarları ile parçalardaki sorunlar arasında paralellikler bulmaya çalışmıştır.
Uzun yıllar boyunca, makine ayarlarının parça kalitesiyle çok az ilişkisi olduğu ya da hiç ilişkisi olmadığı görüldüğünde, araştırmalar geleneksel makine kontrol yönteminden bilim temelli bir yaklaşıma doğru kaymıştır. "Plastik bakış açısı", enjeksiyon makinelerinin ayarları yerine bilim yasalarına dayanan modern araştırmanın devrimci açısı haline geldi. Donald C. Paulson, 1960'ların ortalarından sonlarına kadar General Motors Enstitüsü'nde bir plastik araştırma laboratuvarı geliştirerek bu bilimsel yaklaşıma öncülük etti.

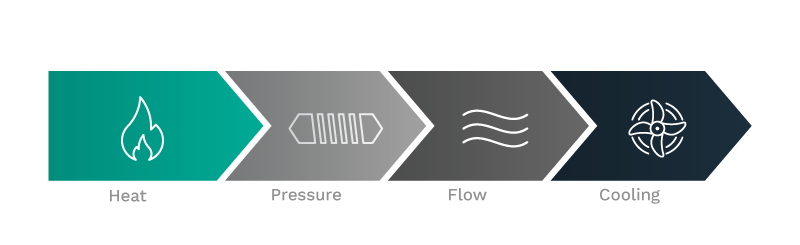
Paulson, kalıplanan parçanın özelliklerini kontrol ettiği en iyi bilinen dört enjeksiyon kalıplama plastik işleme aşamasına odaklandı: ısı, basınç, akış ve soğutma. Paulson bunların her birinin "fizik kanunları tarafından yönetileceğini varsaymıştır. Birincisi, Isı Transferi Kanunları; ikincisi, Poiseuille sıvı akış kanunu; ve üçüncüsü, Plastik için Durum Denklemi."
Dört yıl boyunca dört döngünün her biri için makine ve plastik varyasyonlarının ölçülmesi ve kaydedilmesi, Paulson ve araştırma ekibinin sektörde değişiklik yaratan birkaç sonuca varmasına yol açtı:
- Diğer malzemelerin uyduğu fiziksel yasalar plastik işleme için de geçerlidir
- Dört plastik değişkeni kalıplanmış parçaların özelliklerini ve niteliklerini belirler
Kalıplamaya bilimsel yaklaşım, kalıpçının makine kurulumunu veya bir makinenin kontrollerinin plastik çıktısını ve parça kalitesini etkilemek için nasıl kullanıldığını anlama ihtiyacını değiştirmez. Bununla birlikte, kalıpçının kontrol ayarlarının ve döngü sürelerinin ne olması gerektiği konusunda daha iyi kararlar vermesine ve ortaya çıktıklarında parça sorunlarını çözmesine yardımcı olur.
Bilimsel kalıplama, özünde, kalıplama sürecindeki temel adımların ayrıştırılmasına odaklanır. Bu ayrıştırma, enjeksiyon kalıplama döngüsünün her aşaması üzerinde hassasiyet, doğruluk ve kontrol sağlar. Teknolojideki ilerlemelerle, özellikle de RJG eDart® sisteminin piyasaya sürülmesiyle, kalıpçılar artık daha yüksek kontrol ve tutarlılık seviyelerine ulaşabilmektedir.
RJG eDart sistemi gibi ekipman ve yazılım ölçüm araçları kullanılarak, kalıp içindeki her döngünün değişkenleri sürekli olarak değerlendirilir. Bu gerçek zamanlı izleme, plastikleri yöneten değişmez fiziksel yasalar tarafından yönlendirilir. Isı, basınç, akış ve soğutma ile ilgili bu yasalar, uzmanlık eğitimi almış mühendislerin gözetimi altında titizlikle kontrol edilir ve her bileşenin en yüksek standartları karşılaması sağlanır.
- İlk Atış: Boşluk kapasitesinin yaklaşık %98'ine kadar doldurulur ve hız temel kontrol parametresidir.
- Doldur ve Paketle: Boşluk daha da doldurularak tam kapasitesine ulaşılır. Malzeme daha sonra sabit basınç korunarak boşluk içinde sıkıştırılır veya "paketlenir". RJG'nin eDart sistemleri ile makine kontrolü kalıp içindeki plastik basınca dayanır. Yalnızca makine parametrelerine güvenmek yerine plastik basınç kontrolüne doğru bu geçiş, daha sağlam bir süreç penceresi sunar.
- Soğutun ve Stabilize Edin: Kalıplanan parça soğudukça stabilize olur. Ancak istenen stabiliteye ulaştıktan sonra parça dışarı atılır ve makine bir sonraki ölçülü atış için hazır hale gelir.
RJG'nin eDart'ı gibi teknolojilerle daha da geliştirilen bu ayrıştırılmış yaklaşım, kalıpçılara parça boyutları üzerinde gelişmiş kontrol sağlar. Daha da önemlisi, sektörde genellikle atıştan atışa tutarlılık olarak adlandırılan, bir döngüden diğerine tutarlı kalite sağlar. Bu tür gelişmiş süreç kontrolleriyle Rosti, müşterilerine son derece tutarlı ürün kalitesini garanti edebiliyor.
Bilimsel kalıplama ilkelerinin olmadığı bir dünyayı hayal etmek zor değil: sıcaklık, basınç ve viskozitedeki geniş dalgalanmaların neden olduğu ürün varyasyonları, artan döngü süreleri, azalan makine verimliliği, daha yüksek maliyetler, daha fazla ıskarta ve müşteriler için daha düşük kaliteli parçalar.
Bilimsel kalıplamanın avantajları hakkındaki yazımızda belirtildiği gibi, "Bilimsel kalıplama uygulamaları daha hızlı döngüler, daha yüksek hacim ve daha verimli bir enjeksiyon kalıplama süreci sağlayan sonuçlar elde etmek için gereklidir." Buna ek olarak, "belirli uygulamalar için otomatik muhafaza kontrolü ve izlenebilirliğe sahip olarak kalite kontrol sorunları önlenebilir."
Alıntı Tarzı
"Bilimsel kalıplama uygulamaları, daha hızlı döngüler, daha yüksek hacim ve daha verimli bir enjeksiyon kalıplama süreci sağlayan sonuçlar elde etmek için çok önemlidir."
Bilimsel kalıplamanın arkasındaki teknoloji, üreticilere daha verimli çalışma olanağı sağlarken küresel rekabet avantajı fırsatı yaratır. Ayrıca OEM'lere ve müşterilere daha düşük maliyetlerle daha yüksek kaliteli parçalar ve daha az ıskarta sağlar.
Bilimsel kalıplama ile ilgili ilkeler ve teknolojiler, enjeksiyon kalıplama makinelerinin her seferinde iyi parçalar yapmasını sağlama sorununu çözmektedir.
Bilimsel kalıplamanın potansiyeli, enjeksiyon kalıplama teknolojisindeki en son gelişmelerle eşleştirildiğinde gerçekten ortaya çıkmaktadır. Kökleri fizik kurallarına dayanan bir uygulama olsa da, etkinliği büyük ölçüde teknolojik yeniliklere, özellikle de mühendislik, ekipman ve yazılım alanlarına bağlıdır.
Bu sinerjinin en önemli örneği Rosti'nin RJG eDart gelişmiş proses kontrol sistemini benimsemesidir. Kalıp içindeki plastik basıncını kontrol etmeye ve izlemeye odaklanan bu sistem, enjeksiyon kalıpçılarının süreçlerine yaklaşımlarını dönüştürmede çok önemli bir rol oynamıştır. Artık mesele sadece makine kurulumu veya genel kalite kontrolü değil; mesele en yüksek kaliteyi sağlarken aynı zamanda maliyet tasarrufu elde etmek için en son teknolojiyi kullanmak.
RJG eDart sistemi gibi teknolojiler, ilk makine kurulumundan kalite kontrolün karmaşık ayrıntılarına ve aradaki her şeye kadar sürekli inovasyonun önemini vurgulamaktadır. Bu tür gelişmeler, kalıpçıların müşterilerinin titiz taleplerini sadece karşılamakla kalmayıp aşmalarını da mümkün kılmıştır. Bu bağlamda, teknoloji sadece bir kolaylaştırıcı değil; enjeksiyon kalıplama sürecinin genel başarısı için oyunun kurallarını değiştiren bir unsurdur. Bu konuya aşağıda daha ayrıntılı olarak değineceğiz.
Bilimsel kalıplama ilkeleri veri odaklı bir yaklaşım izler. Ve veriler, iyileştirmeyi ve tekrarlanabilir sonuçlar görmeyi mümkün kılar. Örneğin Rosti, SOLIDWORKS® tarafından geliştirilen kalıp akış simülasyon yazılımını kullanmaktadır. Plastik enjeksiyon kalıpçıları için bir ön tasarım doğrulama aracı olan bu yazılım, plastik bileşen tasarımına ilişkin öngörülü bilgiler sağlar. SOLIDWORKS yazılım teknolojisini kullanmanın bazı temel faydaları şunlardır:
- Erken aşamalarda bileşen tasarımına ilişkin öngörü sayesinde daha kısa bir ürün geliştirme döngüsü ve toplam pazara sunma süresinin kısaltılması.
- Aksi takdirde tahmin edilmesi çok zor veya pahalı olacak plastik parça geometrisi hakkında daha fazla bilgi.
- Lavabo izleri, kaynak çizgileri, kısa atışlar ve diğer parça kusurları ve lekeleri ile ilgili potansiyel sorunlu alanları önceden belirleme yeteneği.
Kısacası SOLIDWORKS , enjeksiyon üreticilerinin parça tasarımını ilk seferde doğru yapmalarına yardımcı olur. Bunu yaparken, maliyetli kalıp yeniden işlemelerini ortadan kaldırabilir, parça kalitesini artırabilir ve pazara sunma süresini kısaltabilirler.
Dekuple kalıplama, yüksek performanslı kalıplama ve Master Molder 1 & II sertifikasyonu gibi öncü kurslar sunan danışmanlık ve eğitim hizmetleriyle tanınan RJG'nin eDart sistemi, Rosti'deki kalıplama sürecinde devrim niteliğinde olduğunu kanıtladı.
Rosti'nin RJG eDart proses kontrol sistemini benimsemesi dönüştürücü olmuştur. Kalıpçıları kritik bilgilerle güçlendirmek için tasarlanan eDart sistemi, hurdayı azaltmada, süreç istikrarını sağlamada ve tekrarlanabilir, üstün kaliteli çıktılar sunmada ustadır.
Rosti'nin hedefi her zaman yüksek pres kullanım oranlarını korumak olmuştur. Bu hedefler, çevik bir pres filosu ve bilimsel kalıplama ilkelerine sarsılmaz bir bağlılık gerektiriyordu. Gelişmiş kalıp içi basınç sensörlerine sahip eDart sistemi, Rosti'nin kalıplama operasyonlarını geliştirerek benzeri görülmemiş bir kontrol ve esneklik sağladı.
Yolculuk 2009 yılının Eylül ayında, benzersiz zorluklarla karşılaşan Rosti'nin eDart sistemini iki baskı makinemize entegre etmesiyle başladı. Bu entegrasyon o kadar faydalı oldu ki bunu teknolojinin hızla yaygınlaştırılması izledi. 2010 yılına gelindiğinde Rosti, her baskı makinesinin eDart sistemiyle güçlendirilmesini sağlamak için iki yıllık bir girişim başlattı. Bu mükemmellik arayışı, kapalı döngü süreç kontrolüne olan bağlılığımızın sadece bir strateji değil, kültürümüzün belirleyici bir unsuru olmasını sağladı.
Rosti'nin mühendislik direktörü Kurt Behrendt'in belirttiği gibi, en önemli sonuçlardan biri "çeşitli malzeme partileri arasında parça tutarlılığını yönetmede dönüşümsel değişim" oldu. Bu, eDart sisteminin kalıp içi plastik basınç dalgalanmalarını izleme ve azaltma konusundaki yeterliliği sayesinde başarıldı. Sonuç mu? Rosti'nin kalıpladığı ürünlerde benzersiz bir tutarlılık.
RJG'nin eDart sistemini bilimsel kalıplama sürecimize entegre etmenin temel avantajları şunlardır:
- Her kalıplama atışı için tarihsel veri kaydı, benzersiz içgörüleri kolaylaştırır.
- Gerçek zamanlı üretim takibi, gerektiğinde zamanında müdahale edilmesini sağlar.
- Kalite güvencesinde önemli artışlar, daha tutarlı, üst düzey parçaların elde edilmesini sağlar.
- Hurda ve işlem süresinde ciddi azalmalar, operasyonel verimliliği artırır.
Bilimsel kalıplama alanında, kalıp akış simülasyon yazılımı, proses kontrol sistemleri ve eDart gibi teknolojilerin bir araya gelmesi, sağlam bir otomasyon stratejisinin bel kemiğini oluşturur. Otomasyon desteğine ilişkin derinlemesine incelememiz bundan sonra geliyor.
Fizik kanunları, süreçteki adımlar ve teknolojinin tasarım, mühendislik ve süreç kontrolü alanlarında oynadığı rol açısından kalıplama biliminden bahsettik. Ancak bilimsel kalıplama burada bitmiyor. Hem de hiç bitmiyor. Aynı zamanda otomasyon ve yüksek vasıflı işgücünü de içerir ve bunlardan faydalanır.
Bu bölümde otomasyonun bilimsel kalıplama üzerindeki etkisini, bir sonraki bölümde ise uzmanlık eğitimi almış mühendis ve teknisyenlerin önemini tartışacağız.
Otomatik aletlerin ve robot teknolojisinin icadı ve kullanımı neredeyse her sektörü olumlu yönde etkilemiştir. Enjeksiyon kalıplama sektörü de bundan farklı değildir. Hiç şüpheniz olmasın, bir plastik enjeksiyon kalıpçısı operasyonlarını ne ölçüde otomatikleştirebilirse, işini o kadar büyütebilir ve küresel olarak rekabet avantajı elde edebilir.
Bilimsel bir kalıplama operasyonunun nihai işareti, Rosti'nin 2011 yılında Bunsen Drive tesisinde öncülük ettiği gibi tam otomatik bir üretim tesisidir. Tam otomatik bir tesis zaman zaman "ışıkların söndüğü" bir tesis olarak da adlandırılır. Rosti'nin Bunsen Drive tesisindeki üretim süreci o kadar benzersizdir ki şirket bu süreç için 8,827,674 B1 numaralı ABD Patentini almıştır: Özel bir enjeksiyon kalıplama fabrikası sistemi ve birinci katta makineler ile bir asma katta yer alan reçine tedarikinden oluşan ilgili tesis.
Dört yıl önce, bir lights-out üretim tesisinin enjeksiyon kalıplamayı nasıl dönüştürdüğünü yayınlamıştık. O yazıda ışık söndürme sürecini şu şekilde tanımlamıştık:
"Işıklar kapalı üretim, fabrikaların ve üretim tesislerinin normalde bir insanın [bulunması] gereken görevleri yerine getirmek için yenilikçi ve otomatik makinelerle donatıldığı süreci tanımlar. Esasen, üretim tesisi "ışıksız" çalışabilir - ya da insan emeği, ışıklar, ısı ve bir işletme için diğer maliyetli faktörlerden önemli ölçüde yardım almadan çalışabilir. Işıklar kapalı üretim süreçleri ayrıca şirketlerin birden fazla işgücü vardiyasına ihtiyaç duymadan tesisleri günde 24 saat, haftada 7 gün çalışır halde tutmalarına olanak tanır."
Bu makalede ayrıca, "İşletmelerin sadece maliyet ve geri dönüş süresi alanlarında iyileşmesine izin vermekle kalmadı, aynı zamanda plastik parça üreticilerinin kusur olasılığını azaltmasına ve üretilen ürünlerin genel kalitesini artırmasına da izin verdi." Işıkları söndüren bir tesisin enjeksiyon kalıplamayı dönüştürdüğü bir dizi yol olduğunu belirttik:
- ABD'li üreticiler küresel rekabet avantajı elde edebilmektedir.
- Büyük siparişler, daha fazla vardiya eklemenin yüksek maliyetleri olmadan hızlı bir şekilde tamamlanabilir.
- Kalite kontrol, teslimat ve maliyet sınırlama gereksinimlerine ulaşılabilmektedir.
- Son teknoloji otomasyon ekipmanlarını ve süreçlerini yönetmek ve bakımını yapmak için yüksek eğitimli ve kendini işine adamış bir işgücü gerektirir.
Evet, bilimsel kalıplama kalıp dolum simülasyon yazılımı, RJG eDart süreç kontrolü, son teknoloji malzeme taşıma sistemleri, parça taşıma sistemleri, robotik ve tam otomatik, ışıklandırmalı bir tesis teknolojilerini içerir.
Alıntı Tarzı
"Işıksız üretim, fabrikaların ve üretim tesislerinin normalde bir insanın [bulunması] gereken görevleri yerine getirmek üzere yenilikçi ve otomatik makinelerle donatıldığı süreci tanımlar."
Yine de, sürekli gelişen bu teknolojiler ve ışık söndürme metodolojisi, bir işletmenin tamamen el değmeden çalışmasına izin vermez. Aslında, bilgili ve yüksek eğitimli personel olmadan tüm bunlar mümkün olmazdı.
Rosti'nin deneyimli emektarları ve yüksek motivasyonlu genç profesyonellerden oluşan karışımı, otomasyon odaklı ve büyüme odaklı küresel iş modeli için hayati önem taşımaktadır. Bir sonraki yazımızda, uzmanlık eğitimi almış mühendis ve teknisyenlerin bilimsel kalıpçılıkta oynadığı önemli rolü inceleyeceğiz.
Fizik ve teknolojinin inceliklerini anlamak, bilimsel kalıplamanın enjeksiyon kalıplama süreci üzerindeki dönüştürücü etkisinin farkına varmak için zorunlu olmasa da, dümende uzman mühendislerin ve teknisyenlerin olması inkar edilemez derecede önemlidir. Onların uzmanlığı, bilim destekli enjeksiyon kalıplama sistemlerinin hassasiyet ve verimlilikle işletilmesini sağlar.
Rosti'nin Kalıpçılık Eğitim ve Öğretimine Kapsamlı Yaklaşımı
Rosti, kalıplama uzmanlığına büyük önem vermektedir. Şirketin stratejik işe alımları ve eğitimleri, mükemmelliği teşvik etmeye yönelik sarsılmaz bir kararlılığı yansıtmaktadır:
- Staj Hattı: Rosti her yaz iki ila dört stajyeri ağırlamaktadır. Bu proaktif yaklaşım, beklenen personel ihtiyaçlarına hazırlıklı olarak potansiyel yeteneklerin istikrarlı bir şekilde akışını sağlar.
- Hedefli İşe Alım: Rosti, mühendisleri özellikle öğrencilerin hem teorik hem de uygulamalı bilimsel kalıplama eğitimine tabi tutulduğu eğitim kurumlarından işe almaktadır. Bu, yeni işe alınanların ilk günden itibaren sektörün nüansları konusunda bilgili olmalarını sağlar.
- Sürekli Tesis İçi Eğitim: RJG gibi sektör uzmanlarıyla ortaklık kuran Rosti'nin personeli, ayrık II ve III kalıplama ilkeleri, basınç sensörü özellikleri, eDart sistem çıktılarının yorumlanması ve çok daha fazlası gibi gelişmiş kavramlar hakkında düzenli eğitim alır.
- Dört Seviyeli Müfredat: Rosti, mükemmelliğe olan bağlılığını daha da sağlamlaştırmak için dört aşamalı kapsamlı bir müfredat geliştirmiştir. Bu program, kalıpçılığa yeni başlayan bir kişiyi RJG Usta Kalıpçı kursuna katılmaya hazır hale getirecek bir seviyeye yükseltmek için titizlikle tasarlanmıştır. Yerinde eğitim ve şirket içi Usta Kalıpçılardan alınan paha biçilmez mentorluğun karışımı, Rosti'nin yeni nesil ekip üyelerini yetiştirmesinin yolunu açıyor.
Ayrılmış II Kalıplama:
Bu süreç, kalıbın belirli bir konuma kadar doldurulmasını içerir. Bunu takiben, paketleme ve tutma aşamaları birleştirilir ve kalıbı tamamen paketlemek için ikinci aşama basınç kullanılır. Bu işlem kapı kapatılana kadar devam eder.
Ayrılmış III Kalıplama:
Bu yöntemde kalıp başlangıçta belirli bir konuma kadar doldurulur. Daha sonra kalıbı önceden belirlenmiş bir boşluk basıncına kadar paketlemek için ikincil bir doldurma aşaması veya makine paketlemesi kullanılır. Bir kez elde edildiğinde, kapı contası oluşturulana kadar tutularak işlem sürdürülür.
RJG'nin eDart proses kontrol sistemi, ayrıştırılmış kalıplama proseslerini desteklemek üzere tasarlanmıştır. Kalıpçıların kritik verileri izlemesine, değişkenleri gerçek zamanlı olarak kontrol etmesine ve atıştan atışa tutarlılığı sağlamasına yardımcı olur. Kalıp içi basınç sensörleri gibi teknolojileri entegre eden eDart sistemi, ayrıştırılmış kalıplamanın hassas, adım adım prosedürleri için gerekli içgörü ve kontrolleri sağlar.
Rosti mühendisleri tüm bilimsel kalıplama sürecine yakından dahil olurlar. Bu süreç, mühendislerin hem kalıplanacak parçayı hem de süreçte kullanılacak aleti tasarlamak için çalıştıkları tasarım spesifikasyonu aşamasının başlarında başlar. Bu aşamadan sonra mühendis, basınç sensörlerinin tüm yeni kalıplara nasıl dahil edileceğini belirleyebilmektedir.
Sensörler yerleştirildikten sonra alet, mühendislerin yönlendirmesi ve gözlemi altında test edilmeye hazır hale gelir. Testler, değişkenleri ve tutarlı ve optimum üretim için gereken parametreleri belirlemek için yapılır.
Rosti'nin kıdemli proses teknisyenlerinden gelen geri bildirimlerle, mühendislerimiz her kalıp için dekuple II veya dekuple III proseslerinin seçimini onaylar ve PPAP (Üretim Parçası Onay Süreci) ve devam eden üretim için bu proses şablonunu onaylar. Üretim hızlandığında, mühendisler mümkün olan en iyi sonuçlar için süreci korumak ve optimize etmek amacıyla okumaları ve çıktıları izlemeye devam edecektir.
Üretim için tasarım, bilimsel kalıplamada maliyetleri düşürmek için en önemli husustur. Üretim ve montaj için tasarımı (DFMA) ticarileştiren ilk şirket olan Boothroyd Dewhurst, Inc. yeni bir ürünün maliyetinin %80'inin doğrudan tasarımla ilgili olduğunu tespit etmiştir.
Boothroyd Dewhurst, Inc. şirketinin Başkanı John Gilligan'a göre, "Doğru yapıların, malzemelerin, süreçlerin ve işgücünün seçilmesine yardımcı olmak için DFMA'nın kullanılması, günümüzün küresel pazarlarında şirketlerin çok az ikinci şansa sahip olduğu göz önüne alındığında kritik hale gelmiştir."
Bu nedenle, bir takım imalatçısının / enjeksiyon kalıpçısının tasarım sürecine dahil olması için en iyi zaman geliştirme döngüsünün başlarıdır. Bunu yapmak, müşteri hedeflerini en iyi şekilde anlamaya ve beklenmedik sürprizlerden kaçınmaya yardımcı olacaktır.
Rosti'nin plastik enjeksiyon kalıplamada üretim için tasarıma yönelik kapsamlı kılavuzunda, tasarım optimizasyonuna yönelik dört bölümlü bir yaklaşım ortaya koyduk. Bunlar aşağıdaki gibidir:
Üretim için Tasarım
Üretim için Tasarım (DFM), üretim maliyetlerini düşürmek için bir ürünün tasarlanması veya mühendisliğinin yapılması sürecini tanımlar ve potansiyel sorunların en az maliyetli yer olan tasarım aşamasında giderilmesine olanak tanır.
İşlevsellik için Tasarım
Plastik parça tasarım süreci boyunca, parçanın işlevsel gereksinimlerine odaklanmak zorunludur. Deneyimli tasarım mühendisleri, parçanın hangi unsurlara maruz kalacağı, parçanın dayanması gereken kimyasal veya aşındırıcı malzemeler, işlevsel kozmetik özellikler ve daha fazlası dahil olmak üzere parçanın işlevsel gereksinimlerini karşılamasına yardımcı olacak modifikasyonlar hakkında önerilerde bulunmalıdır.
Montaj için Tasarım
Montaj için tasarım (DFA), montaj süresini ve maliyetlerini azaltma nihai hedefiyle ürünlerin montaj kolaylığı göz önünde bulundurularak tasarlandığı bir süreçtir. Bir montajdaki parça sayısının azaltılması, genellikle DFA'nın en büyük maliyet avantajlarının ortaya çıktığı yerdir.
Sürdürülebilirlik için Tasarım
Sürdürülebilirlik için tasarım, parçaların baskı ölçüm amacı göz önünde bulundurularak tasarlanmasına odaklanır - sürekli olarak doğru ölçümle toleransların sürdürülmesi.
Kalıpçıların Bilimsel Kalıplamada Başarısız Olmalarının En Önemli 10 Nedeni başlıklı bir makalenin yazarı olan Kip Doyle'a göre, birçok kalıpçı "makine odaklı" bir yaklaşımın ötesine geçemiyor ve plastiğin "bakış açısından" kalıplama yapamıyor. Dört temel plastik değişkeni (plastik sıcaklığı, plastik akışı, plastik basıncı ve plastik soğutma hızı ve süresi) üzerine birçok makale yazıldığını ve bilimsel bir kalıpçının bu yaklaşımı ve plastiğin bakış açısından optimize edilmiş süreci anlaması gerektiğini belirtiyor.
Üretilebilirlik için tasarım sürecinin başlarında en iyi reçineyi seçmek için enjeksiyon kalıplama ortağınızla uyum sağlamak, bir parçanın üretim başarısı için çok önemlidir. Başlamak için iyi bir yer, amorf ve yarı kristal olmak üzere iki ana reçine türü hakkında genel bir anlayışa sahip olmaktır.
Polimerler kristallik açısından tanımlanan yapılardan oluşur - veya polimer moleküllerinin nasıl bir araya getirildiği.
Kristal yapılar çoğu durumda çok düzenlidir, bu da malzemeye güç ve sertlik kazandırır. Amorf polimerler ise bunun tam tersidir. Bazen ikisi arasındaki ayrım net değildir. Çoğu polimerde hem kristalin hem de amorf yapıların bir karışımı vardır. Polimerin nasıl işlendiği, her birinin tam oranını belirler.
Enjeksiyon Kalıplama Reçinesi Seçimine Hazırlık başlıklı yazımızda, polimerler arasındaki farkları daha ayrıntılı olarak ele alıyoruz.
Enjeksiyon kalıplı parçanızın kullanım amacını göz önünde bulundururken, bu temel özellikleri anlamak en iyi reçineyi seçmek için çok önemlidir.
Parça Görünümü ve Geometrisi
Bir parçanın genel görünümü ve geometrisi, kalıplama kapasitesi ve kullanılması gereken reçine türü üzerinde önemli bir etkiye sahiptir. Boyut, şekil ve et kalınlığı dahil olmak üzere parça tasarımı, bir parçayı kusurlara eğilimli hale getirebilirken, çıtçıtlar, alt kesimler, çıkıntılar, nervürler ve daha fazlası gibi özellikler kalıplama sürecini zorlaştırabilir.
Enjeksiyon kalıpçılarının, bir proje üretim için son haline getirilmeden önce kalıp tasarım özelliklerini ve reçine seçimini optimize etmek üzere simülasyonlar çalıştırmak için en son teknolojiyi kullanması kritik önem taşır - SolidWorks Premium plastik akış simülasyonunun erken aşamalarda öngörülü bilgiler sağladığı yer burasıdır.
Parça Gücü ve Esneklik
Malzeme seçimi de kalıplanmış parçanızın mukavemet ve esnekliğinde kritik bir rol oynar. Tasarım sürecinin başlarında belirli ihtiyaçların ele alınması, daha sonra maliyetli değişikliklerden kaçınmanıza yardımcı olabilir. Sertlik, dayanıklılık, tokluk ve diğerleri gibi özelliklerin dengelenmesi, optimum parça işlevselliği elde etmenin anahtarıdır.
Katkı Maddelerinin Kullanımı
Mevcut reçinelerle malzeme performansı elde edilemediğinde, birden fazla reçinenin özelliklerini artırmak için özel malzeme karışımları oluşturulabilir. Katkı maddeleri ile takviye malzemeleri parçalara güç katabilir ve bükülmeyi ve büzülmeyi azaltabilecek sertlik ekleyebilir. Cam veya karbon elyaf gibi katkı maddeleri parça performansını artırmak ve akışı, fırlatmayı ve dispersiyonu iyileştirmek için kullanılabilir.
Yüksek Isı Malzemeleri
Enjeksiyon kalıplama sürecinde tasarımın önemli rolünden bahsetmiştik ve bu, bir parçanın mukavemetini, stabilitesini ve benzersiz uygulaması için zorunlu olan diğer özellikleri artırmak için yüksek sıcaklıklı malzemeler kullanıldığında özellikle önemlidir. Geleneksel kalıplama teknikleri, yüksek sıcaklık ve egzotik reçinelerde her zaman etkili değildir.
Yüksek ısı ve egzotik reçinelerin bazı özellikleri benzersizdir ve bir uygulamadan diğerine farklı performans gösterebilir. Hem tasarımın hem de malzemenin tüm faydalarını gerçekleştirmek için deneyimli tasarım mühendisleri ve enjeksiyon kalıpçılarının dikkate alması gereken bir dizi faktör vardır. Bu yazıda, yüksek ısılı veya egzotik reçineler kullanılarak enjeksiyon kalıplama için parçalar tasarlanırken dikkate alınması gereken birkaç temel ve gelişmiş ipucu özetlenmiştir.
Plastik bekleme süresi, plastik veya reçinenin imalat sırasında ısıya maruz kaldığı süredir.
İlgili üretim süreci için spesifik plastik bekleme süresini hesaplamak için zaman ayırmak, malzeme performansınızı ve genel nihai ürününüzü iyileştirecektir.
Vidanın ilk aşamasında malzemenin kalma süresini anlamak, üretim ihtiyaçlarınız için en uygun zaman ve sıcaklığı anlamanıza yardımcı olabilir.
Plastik Rezidans Süresi Neleri Etkiler?
Plastik bekleme süresi çok uzunsa, parça kalitesini birkaç farklı şekilde etkileyebilir:
- Üretilen parçalarda genel zayıflık
- Renk çeşitliliği
- Gözle görülemeyen bozulma
- Genel olarak tehlikeye atılmış bir ürün
Bununla birlikte, makine performansını da etkileyerek eriyik kalitesinde, bilye ağırlığında ve eriyik sıcaklığında tutarsızlığa neden olabilir.
Paylaşılan formüller veya hesaplamalar ne kadar çok olursa olsun, plastik kalış süresi her bir üretici tarafından kendi ürünü için uygun olan oranı belirlemek üzere hesaplanmalıdır.
Bilimsel kalıplama uygulamalarını kullanan Rosti, kalite kontrolünü değerlendirmek ve takımlarda gerekli ayarlamaları yapmak için kaydedilen verileri kullanır, böylece genel parça kalitesini iyileştirir ve kötü hesaplanmış plastik bekleme süresinin olumsuz etkilerini önler.
Plastik bekleme süresinin hesaplanmasının önemi hakkında daha fazla bilgiyi buradan edinebilirsiniz.
Plastik değişkenler, kalıplanacak malzemenin doğasını ve tercih edilen kalıplama koşullarını anlamayı gerektirir. Bir malzemenin temel özellikleri, davranışı ve işleme tepkisi anlaşıldığında, bilimsel kalıpçılar mümkün olan en tutarlı parçayı üretmek için kalıplama sürecini optimize edebilir.
Prototip ve üretim bileşenleri için takımların oluşturulması, yeni ürünlerin geliştirilmesinde en çok zaman alan ve maliyetli aşamalardan birini temsil etmektedir. Üretim sürelerini ve maliyetini azaltmak için prototipleme ve üretim süreçleri, bilimsel kalıplama uygulamalarının evrimi yoluyla hızla geliştirilmiştir.
Bilimsel kalıplama, çok az varyasyonla veya hiç varyasyon olmadan tekrarlanabilir sonuçlar üreten bir süreç geliştirmek için verilerin kullanılmasını içerir. Reçine uzmanlığı ve testleri sayesinde, kalıplanmış bir parçanın boyutsal ve mekanik özellikleri optimize edilebilir. Genellikle kalıp dolum simülasyonu ve proses kontrol sistemleri kullanılarak elde edilen öngörüsel içgörü, proses doğrulama ve eksiksiz proses dokümantasyonu, zorlu parçaların üretilmesi için hayati önem taşır.
Parça Optimizasyonu
Tasarım mühendisleri, benzersiz uygulamalar için parça tasarımını optimize etmede geçmiş öğrenmelere ve uzmanlığa dayanmalıdır. Parça tasarımıyla ilişkili bilimsel kalıplama unsurları, bilgisayar destekli mühendislik, kalıp akışı ve parçanın son kullanımını doğrulayacak prototip geliştirme dahil olmak üzere en son yazılım ve teknolojinin kullanılmasını içerebilir.
Tasarım hususları şunları içerebilir:
- Yarıçap, çekim açısı, lavabo işaretleri, duvar kalınlığı, vb.
- Kapı konumu
- Kaynak hattı konumları
- Çevresel / son kullanım faktörleri
- Parça estetiği
Enjeksiyon kalıpçıları, bir parçanın tasarlanmasından, kalıpların oluşturulmasından ve sadece tasarımın üretimde çalışmadığını öğrenmek için kalıplama işlemine başlamaktan nasıl kaçınacaklarını anlamalıdır. Prototip kalıplama, kritik kalıp ve bilimsel kalıplama değişkenlerini doğrulamak ve optimize etmek için mükemmel bir yöntemdir.
Araç Optimizasyonu
Bilimsel kalıplama uygulamaları, takım tasarımını optimize etmek veya kötü tasarlanmış takımları optimize etmek için de kullanılabilir. Enjeksiyon kalıplarının tutarlı, hatasız parçaların üretimindeki performansları açısından değerlendirilmesi esastır. Mühendisler, uygun malzeme ayarlarını kullanarak bir kalıbın mekanik işlevselliğinin her yönünü incelemelidir.
Daha sonra boşluklar arasında herhangi bir dengesizlik olup olmadığını kontrol etmek için test uygulanabilir. Bu analiz tamamlandığında, kapakların kalıp boşluklarının hangi noktalarında tam olarak kapandığına dair veri toplamak için bir kapak contası çalışması yapılabilir. Bulguların kaydedilmesi ve proses veya kalıpta yapılacak ayarlamalar için tavsiyelerde bulunulması, olası kusurların düzeltilmesi için çok önemlidir.
Kalite kontrol, bilimsel kalıplama sürecinin rafine edilmesi ve mükemmelleştirilmesinin ayrılmaz bir parçasıdır. Kaydedilen verileri kullanma ve analiz etme yeteneği, ayarlamaların proaktif olarak yapılabileceği ve kalıplanmış parçaların genel kalitesinin artırılabileceği anlamına gelir. Bu kalite ölçütlerine ulaşıldığında, bilimsel kalıplama ilkeleri üretim akışını önemli ölçüde kolaylaştırır. Bu yüksek verimlilik o kadar belirgindir ki operatör müdahalesine ve makine gözetimine duyulan ihtiyaç azalır.
Önde gelen kalıpçılar artık çığır açan "ışıksız üretim" stratejilerini benimsiyor. Bu kurulumlarda, gelişmiş otomatik ekipmanlar geleneksel olarak insan müdahalesi gerektiren işlemleri üstlenerek modern üretimde teknolojinin potansiyelini örneklendiriyor.
Bilimsel kalıplama alanındaki sürekli ilerlemeler, üreticileri teknoloji odaklı süreçlerle güçlendirerek küresel ölçekte güçlü bir rekabet avantajı sağlıyor.
Ayrıca RJG, kalıpçılara temel parametreleri gerçek zamanlı olarak izleme olanağı sunar. Kritik değişkenler hakkında içgörü sağlayarak, üreticilerin tutarlı kaliteyi sürdürmelerine, hurdayı azaltmalarına ve kalıplama süreçlerini stabilize etmelerine olanak tanır. Bu sistem ayrıca kalıp içi plastik basınç değişimlerinin izlenmesine yardımcı olarak ürünlerin çeşitli üretim çalışmalarında kalite açısından tutarlı olmasını sağlar.
RJG'nin kalıp içi basınç sensörleri ek bir izleme ve kontrol katmanı sunar. Kalıp içindeki basınçların ölçülmesi ve yönetilmesi, tutarlı ve yüksek kaliteli parçaların elde edilmesinde kritik bir faktördür.
Her atışta geçmiş işleme verilerini kaydetme yeteneği, enjeksiyon kalıpçılarının süreçlerini analiz etmek ve iyileştirmek için ellerinde zengin bir bilgi birikimi olduğu anlamına gelir. Bu veri odaklı yaklaşım, herhangi bir kalite tutarsızlığına proaktif bir yanıt verilmesini sağlayarak daha öngörülebilir ve güvenilir sonuçlar elde edilmesine yol açar.
Bilimsel kalıplama uygulamalarındaki gelişmeler plastik sektörünü yüksek düzeyde etkilemiştir. Sadece işletmelerin maliyet ve geri dönüş süresi alanlarında iyileşme sağlamasına izin vermekle kalmadı, aynı zamanda plastik parça üreticilerinin kusur olasılığını azaltmasına ve oluşturulan ürünlerin genel kalitesini artırmasına da olanak tanıdı. Diğer örnekler şunlardır:
Rekabet Avantajı
Karmaşık enjeksiyon kalıplı parçalar tasarlarken ve üretirken, son teknoloji süreçleri uygulayan ve aynı zamanda coğrafi açıdan kolayca erişilebilen bir ortağa sahip olmanın birçok avantajı vardır. Birçok şirket, üretim ortaklarının yakın olmasının faydalarının farkına varıyor. Hızlı tepki verebilme ve dar bir zaman çizelgesinde önemli değişiklikler yapabilme yeteneği, üretici seçiminde sık sık gündeme gelen önemli bir faktördür. Üretim tesisleri, ışık söndürme işlevleri de dahil olmak üzere gelişmiş üretim süreçlerini benimsediğinde, ortaklarına mümkün olduğunca verimli çalıştıklarını ve parça ürettiklerini iletir.
Daha Düşük Maliyetle Daha Hızlı Geri Dönüş
Üretim süreçleri akıllı ve veri odaklı bir şekilde kurulup izlendiğinde, şirketler üretim kapasitelerinin arttığını ve siparişlerin çok daha hızlı bir şekilde tamamlandığını görüyor. Her iş için uygun olmasa da, otomatik kalıplama orta ve yüksek hacimlerde, yılda yaklaşık 2.000 saat veya daha fazla çalışan işler için en iyisidir.
Ayrıca, bilimsel kalıplama uygulamalarının yarattığı kapasite, hız ve işgücü verimliliği müşteriye aktarılabilir ve sonuçta genel ürün maliyetleri düşürülebilir. Uygun şekilde yönetildiğinde, süreç OEM üretim esnekliğini de geliştirir.
Yüksek Eğitimli İş Gücü
Bir enjeksiyon kalıpçısının otomasyon, ışıklı üretim ve diğer bilimsel kalıplama teklifleri hakkında konuştuğumuzda, vurgunun çoğu insan emeğinin azaltılmasıyla ilişkili olumlu niteliklere yapılır. Süreç, üretim için daha modern bir yaklaşım yaratabilir ve daha az insanın dahil olmasını sağlayabilirken, tüm projeler teknoloji tarafından yürütülemez. En son teknoloji ve süreçler, akıllı kararlar verebilen ve ekipmanın bakımını yapabilen yüksek eğitimli ve kendini işine adamış bir işgücü gerektirir.
Fikri Mülkiyet için Koruma
Ürün üreticileri sektörlerinde rekabetçi olmak için inovasyona ve pazara giriş hızına güvendiklerinde, üretimin çeşitli yönlerinin offshore edilmesi tasarımları patent ihlali, sahtecilik ve daha fazlasına maruz bırakabilir. Tasarımdan geliştirmeye ve üretime kadar her şeyi tek bir çatı altında tutan saygın ve bilgili bir ortakla çalışmak, üreticinin tüm fikri mülkiyeti ve süreç boyunca edinilen öğrenimleri korumasını ve muhafaza etmesini sağlayacaktır.
Kalıpları akıllıca tasarlamak ve parçaları doğrulamak için bilimsel kalıplama süreçlerini kullanan bir kalıpçı ile ortaklık kurarak tasarruf edebilirsiniz. Kalıplar akıllıca tasarlandığında, daha az malzeme kullanılır ve kusurlar azalır - her ikisi de doğrudan maliyetlerin düşmesine katkıda bulunur.
Ayrıca, üretim analizi için tasarım sırasında iyileştirme fırsatlarını belirleyebilecek bir enjeksiyon kalıpçısı ile çalışmak önemli tasarruflar sağlayacaktır. Yarıçap, çekim açısı, duvar kalınlığı, kapı konumu ve diğer kalıplanabilir özellikler gibi sorunların erken aşamalarda belirlenmesi, yol boyunca mali ve kozmetik sorunları ortadan kaldıracaktır. Aslında, üretim maliyetlerinin yüzde 80'i tasarım kararlarıyla belirlenebilir.
Bir Sonraki Bilimsel Kalıplama Projeniz İçin Neden Rosti?
Bilimsel kalıplama, bir üreticinin küresel ölçekte rekabet edebilmesi için gereken verimliliği, maliyet yapısını ve üretim kabiliyetlerini oluşturmaya yönelik sistematik ve kapsamlı bir yaklaşımdır.
Bilimsel kalıplama uygulamalarının hayata geçirilmesi, Rosti'yi müşterilerimize hem üstün kalite hem de maliyet tasarrufu sağlama becerisiyle donatmıştır. Son derece gelişmiş teknoloji ve süreçleri kullanarak, parçaları daha verimli bir şekilde üretebilirken, iyi parçalar sağlamak için gereken kalite kontrollerinin sıklığını azaltabiliyoruz. Rosti'nin yüksek eğitimli ve bilgili ekibi, müşterilerimize ürünlerinin birinci parçadan 2.000.000 parçaya ve ötesine kadar tutarlı bir şekilde üretileceğine dair güven sağlar.
Rosti'nin bilimsel kalıplama uygulamaları hakkında daha fazla bilgi edinmek ister misiniz? Yaklaşımımız hakkında bilgi almak veya bir sonraki projenizi görüşmek için bugün bizimle iletişime geçin!
Bu
teknik dokümanını indirin

Etiketler
Paylaş

Bilimsel Kalıplama
Bilgi işlem ve inovasyonun son 35 yılı aşkın süredir her türden sektörü nasıl olumlu etkilediğini anlamak zor değil. Bu teknik dokümanı indirin

Metalden Plastiğe Dönüşüm: Algılanan Riskten Kanıtlanmış Avantaja
OEM'ler için Maliyet, Performans ve Ölçeklenebilirliği Değerlendirmeye Yönelik Pratik Kılavuz Metalden plastiğe geçiş artık deneysel bir mühendislik çalışması değildir. OEM'lerin maliyetleri düşürmelerini sağlayan, kanıtlanmış bir üretim stratejisidir...
Daha fazla bilgi edinin
Plastik Enjeksiyon Kalıplamada Çevresel Sürdürülebilirlik
Rosti'de sürdürülebilirlik bir politikadan daha fazlasıdır; tasarım, üretim ve çözüm sunma şeklimizin temelidir. Küresel bir enjeksiyon kalıpçısı olarak 80 yılı aşkın uzmanlığımızla...
Daha fazla bilgi edinin
Plastik Enjeksiyon Kalıplama 101
Bu kılavuz, kalıplamanın temel unsurları da dahil olmak üzere tasarımdan üretime kadar plastik enjeksiyon kalıplama sürecine kapsamlı bir genel bakış sunacaktır.
Daha fazla bilgi edinin
Üretim Kalitesinde Plastik Prototipler Üretmede Gelişmeler
Üretim kalitesi prototiplerindeki ilerlemeler son yıllarda önemli ölçüde gelişmiştir.
Daha fazla bilgi edinin
E-mobilite Kılavuzu
Rosti, e-mobilite alanındaki üretim zorluklarıyla yüzleşmek için dünyanın önde gelen üreticilerinden bazılarıyla birlikte çalışıyor. Bu sektör, çevresel baskıların da etkisiyle hızlı bir büyüme gösteriyor...
Daha fazla bilgi edinin
Metalden Plastiğe Dönüşüm Kılavuzu
Bu kılavuz metalden plastiğe dönüşüm sürecini, faydalarını ve üretilebilirlik unsurlarına yönelik tüm tasarımlarda işbirliği yapmak için enjeksiyon kalıpçınızla nasıl ortaklık kuracağınızı anlamanıza yardımcı olacaktır.
Daha fazla bilgi edinin