Verweilzeit von Kunststoff: Berechnung und Prozess

Vom verwendeten Kunststoff über Ihre Form, Temperatur, Materialdichte bis hin zur Maschine selbst und ihren einzelnen Komponenten – es gibt zahlreiche Variablen, die über Erfolg oder Misserfolg des Spritzgießprozesses entscheiden können.
Eines ist sicher: Zu langes oder zu kurzes Verarbeiten außerhalb der empfohlenen Kunstoff-Verweilzeit kann erhebliche Qualitätsprobleme verursachen. Schlimmer noch: Nicht alle daraus resultierenden Probleme sind sofort sichtbar – Unregelmäßigkeiten in der Schmelzqualität, Farbabweichungen oder geschwächte Bauteile.
Wenn Sie sich die Zeit nehmen, die spezifische Kunststoff-Verweilzeit für den jeweiligen Fertigungsprozess zu berechnen, verbessern Sie die Materialleistung und das gesamte Endprodukt.
Was ist die Kunststoff-Verweilzeit?
Die Kunststoff-Verweilzeit ist die Zeit, in der Kunststoff oder Harz während der Verarbeitung Hitze ausgesetzt ist.
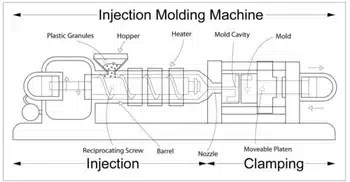
Ein Spritzguss-System beinhaltet einen Trichter, ein Zylinder, eine Schnecke mit Rückbewegung und eine Einspritzdüse. Die Schussgröße ist die maximale Menge an Kunststoff, die pro Spritzzyklus eingespritzt werden kann. Die Pellets werden durch den Trichter in die Zylinder- und Schneckenbaugruppe eingeführt. Der Zylinder umgibt die Schnecke, in der das Material durch Wärmeleitung von den elektrischen Heizbändern, die den Zylinder umgeben, aufgeschmolzen wird. Die Schnecke verdichtet, schmilzt und dosiert das Material.
Die Größe von Schuss und Zylinder beeinflusst die Länge der Verweilzeiten und damit die Produktqualität. Kleine Schussgrößen mit geringem Zylindervolumen können zu langen Verweilzeiten und Polymerabbau führen. Umgekehrt führen große Schussgrößen und die Nutzung von mehr als 50% des Zylindervolumens zu schlechter Schmelzhomogenität und langen Schneckenrücklaufzeiten.
Die Bedeutung der Kunststoff-Verweilzeit
Das Material wird durch Verweilzeit und Temperatur schnell beeinflusst. Einige Polymere sind laut dem Injection Molding Handbook „hydrolytisch abbaubar und können aufgrund der chemischen Reaktion von Feuchtigkeit mit dem Polymer vor der Entgasung unerwünschte Depolymerisationseffekte erleiden.“
Das Verständnis der Verweilzeit des Materials in der ersten Schneckenstufe kann dabei helfen, die optimale Zeit und Temperatur für Ihre Fertigungsanforderungen zu ermitteln.
Was beeinflusst die Kunststoff-Verweilzeit?
Die Kunststoff-Verweilzeit beeinflusst die Teilequalität auf verschiedene Arten:
- Allgemeine Schwächung der hergestellten Teile
- Farbabweichungen
- Nicht mit bloßem Auge sichtbarer Abbau
- Ein insgesamt kompromittiertes Produkt
Sie kann jedoch auch die Maschinenleistung beeinträchtigen, zu Unregelmäßigkeiten in Schmelzqualität und Schussgewicht sowie in der Schmelztemperatur führen.
Was Sie wissen müssen, bevor Sie Ihre Verweilzeit berechnen
Bevor Sie die Verweilzeit berechnen, ist es wichtig, die verschiedenen beteiligten Komponenten zu verstehen.
Der Unterschied zwischen Verweilzeit und Schussgröße
Die Schussgröße ist die Menge Harz, die in die Form eingespritzt werden muss. Die Verweilzeit basiert auf Schussgröße, Zylindergröße und den Resten auf der Schnecke in den Kanälen.
Die Schnecke erfüllt mehrere Funktionen. Sie bewegt das Material durch den Zylinder, mischt das Material, verdichtet es auf maximale Dichte und transportiert das Material in die Form. Größe und Design der Schnecke beeinflussen den Raum, der dem Kunststoff im Zylinder zur Verfügung steht. Es ist nicht ungewöhnlich, dass Hersteller mehr als eine Schnecke und Zylinderoption haben.
Formeln und Tipps zur Berechnung Ihrer Verweilzeit
Wenn Sie verschiedene Formeln und Hinweise überprüfen, um die Verweilzeit für eine neue Maschine oder eine noch nicht gebaute Form zu berechnen, kann es sinnvoll sein, mit einer Formanalyse zu beginnen.
Berechnungen
Es gibt verschiedene Ansätze zur Berechnung der Kunststoff-Verweilzeit. Hier sind zwei verschiedene Optionen, um Ihnen einen besseren Überblick über die einbezogenen Faktoren zu geben.
Berechnung #1:
Zylindergröße = 3,14 x (Radius des Zylinders)^2 x (Zylinderlänge)
Schneckengröße = 3,14 x (Durchschnittlicher Kerndurchmesser der Schnecke)^2 x (Zylinderlänge)
Schussvolumen = Zylindervolumen (minus) Schneckenvolumen
Die Verweilzeit des Kunststoffs entspricht dann der Anzahl der Schüsse multipliziert mit Ihrer Zykluszeit.
Berechnung Nr. 2
Schusskapazität (geteilt durch) 1,05 x Materialdichte bei Raumtemperatur = Bestand
Kunststoff-Verweilzeit = Bestand (geteilt durch) Schussgewicht x Zykluszeit / 60
Wichtige Tipps
- Beachten Sie die Schmelzdichten. Sie sollten die Berechnung des Materialgewichts sowohl im festen als auch im geschmolzenen Zustand durchführen.
- Beginnen Sie mit einem sauberen, unkontaminierten Zylinder.
- Die empfohlene Zylinderkapazität liegt zwischen 25 % und 65 % plus zusätzlich 10 % als Sicherheitsreserve.
- Wenn möglich, verwenden Sie Volumen- und Schmelzdichten anstelle von Gewichten.
Nehmen Sie sich Zeit für die Berechnungen
Unabhängig davon, wie viele Formeln oder Berechnungen geteilt werden, sollte die Kunststoff-Verweilzeit von jedem einzelnen Hersteller berechnet werden, um das für das jeweilige Produkt passende Verhältnis zu ermitteln.
Durch den Einsatz wissenschaftlicher Spritzgusstechniken nutzt Rosti aufgezeichnete Daten zur Bewertung der Qualitätskontrolle und zur Durchführung notwendiger Anpassungen an den Werkzeugen. So wird die Gesamtqualität der Teile verbessert und negative Auswirkungen einer falsch berechneten Kunststoff-Verweilzeit werden vermieden.
Rosti verfügt über die fortschrittlichste Technologie und Ausrüstung sowie über technisches Know-how und Erfahrung, um Kunststoffteile höchster Qualität erfolgreich für Ihre individuelle Anwendung zu produzieren. Erfahren Sie, wie Rosti über sich hinauswächst, um ein Lieferant zu sein, dem Sie vertrauen können.