Design für die Fertigung
Design for Manufacturing (DFM) im Spritzgussverfahren für Kunststoffe – Ein umfassender Leitfaden
Das Ziel von Design for Manufacturing
In der Welt der Kunststoffe bezeichnet Design for Manufacturing (DFM) die Verbindung aus Kunst, Wissenschaft und Technologie, die erforderlich ist, um ein Kunststoffteil oder -produkt vor dem Werkzeugbau und der Produktion so zu entwerfen, dass die Qualitäts- und Kostenerwartungen der Kunden erfüllt werden. Das Ziel von DFM ist es, eine höhere Kundenzufriedenheit, geringere Produktionskosten und höhere Gewinne zu erzielen.
Um diese Ziele zu erreichen, erfordert DFM eine Zusammenarbeit zwischen dem Spritzgießer, dem OEM und dem Kunden. Es muss auf erstklassige Fertigungsprozesse zurückgreifen. Seine Prinzipien bilden die Grundlage für einen wissenschaftlich basierten Spritzgießprozess, der auch die Materialauswahl umfasst. Die Grenzen und das volle Leistungspotenzial der Fertigungsanlagen des Spritzgießers müssen anerkannt und genutzt werden. Modernste Technologien wie Simulationen und ERP-Software werden im Designprozess eingesetzt, zur Fertigung dienen Roboter und Prozesssteuerungssysteme.
Auf dieser Seite beleuchtet Rosti das Thema DFM, um unseren Kunden und Interessenten dessen Rolle während des Designvalidierungsprozesses, vor dem Start des Werkzeugbaus, näherzubringen. Sie können diese gesamte Seite ⟨1⟩hier⟨/1⟩ als PDF herunterladen, alle unsere Erkenntnisse und Beobachtungen durch das Scrollen auf dieser Seite lesen oder oben auf einen der Links klicken, um direkt zu einem Interessensgebiet zu gelangen.
Grundlagen und Vorteile von Design for Manufacturing
Design for Manufacturing (DFM) bedeutet, ein Produkt so zu gestalten, dass es die Fertigungseffizienz für die eingesetzten Anlagen und/oder Prozesse optimiert – um die niedrigstmöglichen Stückkosten bei höchstmöglicher Qualität zu erzielen. Der wichtigste Grund, DFM bei der Herstellung eines Kunststoffspritzgussteils einzusetzen, ist, dass 70 % der Herstellungskosten bereits durch Designentscheidungen festgelegt werden.
DFM erfordert die Auswahl des passenden Fertigungsverfahrens für ein Teil oder Produkt; Investitionen in verschiedene Technologien, die Nutzung moderner Designprinzipien (siehe unten) sowie die Auswahl der richtigen Materialien mit den passenden Eigenschaften, um die von Ihren Kunden und Interessenten geforderte Konsistenz und Qualität zu liefern.
DFM ist auch ein entscheidender Bestandteil einer weiteren Kundenanforderung: die Senkung der Herstellungs- und Montagekosten. Einen einfachen Überblick über die praktische Umsetzung finden Sie unten. Allerdings sollte ein DFM-Plan, wenn er am Schreibtisch erstellt wird, ein technisch ausgerichtetes Dokument sein, das sich gezielt auf das „genau richtige“ Gleichgewicht zwischen Qualität und Kosten konzentriert.
13 Design-for-Manufacturing-Richtlinien zur Senkung der Kosten und Herausforderungen bei der Herstellung von Kunststoffkomponenten
Die Herstellung von Kunststoffkomponenten kann eine komplexe Aufgabe mit vielen Herausforderungen und hohen Kosten sein. Durch die Anwendung bewährter Design-for-Manufacturing-(DFM)-Prinzipien lässt sich der Prozess jedoch deutlich vereinfachen und Kosten können erheblich gesenkt werden. Im Folgenden finden Sie 13 strategische Design-for-Manufacturing-Richtlinien, speziell für die Produktion von Kunststoffteilen, die Ihnen dabei helfen, Hürden zu meistern, Kosten zu senken und Ihren Herstellungsprozess zu optimieren.
DFM im Kunststoffspritzguss senkt Kosten und verkürzt die Markteinführungszeit
Die Anwendung von DFM-Prinzipien im Kunststoffspritzguss von Anfang an senkt nicht nur die Kosten, sondern beschleunigt auch die Markteinführung. Ein früher Start mit DFM – noch bevor der Werkzeugbau beginnt – ermöglicht es, potenzielle Fallstricke im Designprozess rechtzeitig zu erkennen und spart dadurch Zeit und Ressourcen.
Alle Beteiligten an einen Tisch holen, um das Design zu hinterfragen
Für die Entwicklung eines erfolgreichen Produkts ist ein interdisziplinärer Ansatz unerlässlich. Das bedeutet, Ingenieure, Designer, Auftragsfertiger, Formenbauer und Materiallieferanten zusammenzubringen. Jeder liefert eine einzigartige Perspektive, und das gebündelte Wissen hilft, das Design kritisch zu prüfen und für eine bessere Herstellbarkeit zu optimieren.
Das Design zur Reduzierung der Gesamtanzahl an Teilen optimieren
Jedes Bauteil in einem Entwurf erhöht die Komplexität und die Kosten. Wer das Design so optimiert, dass möglichst wenige Einzelteile erforderlich sind, kann die Herstellung erheblich verschlanken und Material- sowie Arbeitskosten sparen.
Modulares Design verwenden
Modulares Design erhöht die Flexibilität und erleichtert Montage, Reparatur und Upgrades. Es ermöglicht den Austausch von Bauteilen, verkürzt Produktionszeiten und reduziert die Gesamtkosten in der Fertigung.
Die Anzahl der notwendigen Maschinenoperationen begrenzen
Jeder Fertigungsschritt birgt Fehlerpotenzial und verursacht zusätzliche Kosten. Durch ein effizientes Design, das die Anzahl der Maschinenprozesse begrenzt, wird der Herstellungsprozess verbessert, Abfall reduziert und Ausfallzeiten minimiert.
Standardkomponenten verwenden
Standardkomponenten sind sofort verfügbar, günstiger und müssen nicht speziell angefertigt werden. Die Integration in das Design senkt die Kosten deutlich und vereinfacht Montage und Wartung.
Bauteile multifunktional gestalten
Multifunktionale Teile übernehmen mehrere Aufgaben und verringern so die Gesamtanzahl der Bauteile. Dieser Ansatz vereinfacht nicht nur die Fertigung, sondern steigert auch Funktionalität und Mehrwert des Produkts.
Teile für Mehrfachverwendung auslegen
Für mehrere Zwecke konzipierte Komponenten können in verschiedenen Produktlinien eingesetzt werden – das erhöht die Effizienz in der Produktion und senkt Lagerkosten. Dieses Prinzip trägt zudem dazu bei, nachhaltigere Designs zu schaffen, da Abfall reduziert wird.
Für einfache Fertigung entwerfen
Eine einfache Fertigbarkeit sollte beim Design im Vordergrund stehen. Schlichte Formen und einfache Designs lassen sich günstiger und fehlerärmer produzieren, benötigen weniger Maschinenoperationen und reduzieren die Wahrscheinlichkeit von Fertigungsfehlern.
Separate Befestigungsmittel vermeiden
Separate Verbindungselemente machen die Montage aufwendiger und treiben die Kosten in die Höhe. Bauteile so zu konstruieren, dass sie sich ineinanderstecken oder einklicken lassen, vereinfacht die Montage und reduziert den Bedarf an zusätzlichen Komponenten.
Montagerichtungen auf ein Minimum reduzieren
Weniger Montagerichtungen vereinfachen den Montagevorgang, verringern das Fehlerrisiko und senken so die Kosten. Dieser Ansatz verbessert außerdem die Geschwindigkeit und Effizienz der Produktionslinie.
Konformität maximieren
Der Nachweis der Einhaltung von Branchenstandards und Vorschriften ist in der Fertigung unerlässlich. Ein Design, das diese Anforderungen von vornherein erfüllt, erleichtert die Produktion, senkt das Risiko von Bußgeldern und erhöht die Marktakzeptanz des Produkts.
Handhabung minimieren und Auswirkungen auf Verpackung und Versand berücksichtigen
Jeder Arbeitsschritt bei Handhabung, Verpackung und Versand verursacht zusätzliche Kosten und birgt Beschädigungsrisiken. Durch Minimierung der Handhabung und die Berücksichtigung des Designs hinsichtlich Verpackung und Versand lassen sich erhebliche Kosten einsparen und die Produktqualität insgesamt erhöhen.
Schätzung der Fertigungskosten
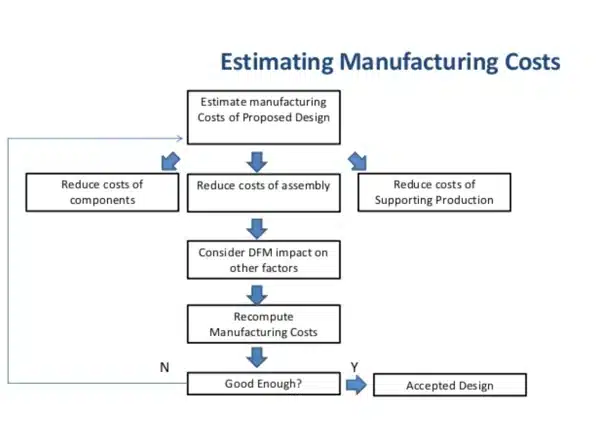
Warum Design for Manufacturing für den Spritzgießprozess wichtig ist
Über die reine Schätzung von Fertigungskosten hinaus sollte Ihr Spritzgießer DFM-Prinzipien nutzen, um die Kosten von Bauteilen, Montage und Fertigungsunterstützung zu senken und den Einfluss von DFM-Entscheidungen auf andere Faktoren im gesamten Design- und Produktionsprozess zu erkennen.
Ein weiterer Grund, sich für einen Spritzgießer zu entscheiden, der DFM-Prinzipien anwendet, ist die zunehmende Komplexität von Kunststoffspritzgussteilen. Dinge wie Toleranzen, Entformungsschrägen, Hinterschneidungen und mehr müssen bereits in der Konstruktionsphase berücksichtigt werden, um die Qualitäts- und Kostenvorgaben der Kunden zu erfüllen.
Vorteile des Design for Manufacturing (DFM) beim Kunststoffspritzguss
Niedrigere Produktionskosten
Design for Manufacturing (DFM) kann die Produktionskosten von Kunststoffbauteilen erheblich senken. Bei Plastic Components Inc. nutzen Konstrukteure die Vorteile von DFM für den Spritzguss, um eine kosteneffiziente und effektive Fertigung zu gewährleisten.
Höhere Qualität
Indem von Beginn eines Projekts an der Fokus auf DFM gelegt wird, kann die Qualität des Endprodukts verbessert werden. Es wird sichergestellt, dass jedes Detail der Konstruktion für den Spritzgussprozess optimiert ist, was zu weniger Fehlern und insgesamt höherer Qualität führt.
Schnellere Markteinführung
DFM rationalisiert den Produktionsprozess, indem unnötige Schritte und Ineffizienzen eliminiert werden. Dadurch kann die Zeit vom Design bis zur Markteinführung eines Produkts erheblich verkürzt werden, was den Herstellern einen Wettbewerbsvorteil verschafft.
Niedrigere Investitionskosten für Ausrüstung
Durch die Optimierung des Designs für den Fertigungsprozess kann DFM den Bedarf an spezialisierten Maschinen und Werkzeugen verringern. Dies führt zu niedrigeren Investitionskosten für Ausrüstung und einem wirtschaftlicheren Produktionsprozess.
Höheres Automatisierungspotenzial
DFM-Prinzipien ermöglichen im Fertigungsprozess ein größeres Potenzial zur Automatisierung. Designs, die für Automatisierung optimiert sind, können Produktionskosten weiter senken, die Effizienz steigern und eine gleichmäßigere Produktqualität sicherstellen.
Schneller Hochfahren der Produktion
Indem potenzielle Produktionsprobleme bereits in der Designphase eliminiert werden, sorgt DFM für einen reibungsloseren Übergang in die Serienproduktion. Das bedeutet, dass die Produktion schneller hochgefahren werden kann, wodurch eine schnellere Markteinführung und eine höhere Kundenzufriedenheit erreicht werden.
Weniger technische Änderungsaufwände
DFM hilft, potenzielle Fertigungsprobleme bereits in der Designphase zu identifizieren und zu lösen. Dadurch werden teure und zeitaufwändige technische Änderungen nach Produktionsbeginn reduziert, was zu einem effizienteren und kostengünstigeren Herstellungsprozess beiträgt.
Niedrigere Material- und Arbeitskosten
Durch die Optimierung des Designs für Effizienz und einfache Herstellung kann DFM zu erheblichen Einsparungen bei Material- und Arbeitskosten führen. Das Ergebnis ist ein wirtschaftlicherer und nachhaltigerer Produktionsprozess.
Verkürzung des Produktentwicklungszyklus
DFM kann den Produktentwicklungszyklus erheblich verkürzen, indem potenzielle Produktionsprobleme bereits in der Designphase erkannt werden. Dies gewährleistet einen reibungslosen Übergang in die Fertigung und hilft, Produkte schneller auf den Markt zu bringen.
Fokus auf Standards senkt Kosten
DFM legt Wert auf die Einhaltung von Industrienormen und Best Practices. Dies stellt nicht nur die Qualität und Sicherheit des Endprodukts sicher, sondern senkt auch die Kosten, die durch Nichtkonformität und Nacharbeit entstehen können.
Wesentliche Faktoren zur Optimierung von Design for Manufacturing
Bevor ein Werkzeug gefertigt wird, beinhalten bewährte DFM-Praktiken für Kunststoffspritzgussteile die folgenden kritischen Elemente:
Verständnis der Materialschwindung:
Schwindung ist das Schrumpfen des geformten Teils beim Abkühlen nach dem Spritzvorgang. Alle Materialien haben unterschiedliche Schwindungsraten abhängig von der Harzfamilie (amorphe vs. kristalline Materialien), der Werkzeugkonstruktion und den Verarbeitungsbedingungen. Das Harz kann zudem je nach Fließrichtung unterschiedlich schrumpfen. Als Faustregel gilt: Eine Temperaturänderung des Werkzeugs um 10 % kann eine Änderung der ursprünglichen Schwindung um 5 % bewirken. Darüber hinaus wirkt sich der Einspritzdruck direkt auf die Schwindungsraten aus. Je höher der Einspritzdruck, desto geringer die Schwindung. Typische Werkzeugschwindungen finden Sie hier.
Hinweise zur Entformschräge:
Wie die Merkmale eines Teils im Werkzeug ausgebildet werden, bestimmt die erforderliche Entformschräge. Features, die durch Sacklöcher oder Taschen gebildet werden (wie die meisten Stege, Rippen und Aufnahmen), sollten zur Werkzeugmitte hin dünner zulaufen. Oberflächen, die durch Schieber gebildet werden, benötigen eventuell keine Entformschräge, wenn der Stahl sich vor dem Auswerfen von der Oberfläche löst. Ziehen Sie in Betracht, Winkel oder Verjüngungen an Produktmerkmalen wie Wänden, Rippen, Aufnahmen und Aufsätzen einzuplanen, die parallel zur Entformrichtung aus dem Werkzeug liegen, da dies das Auswerfen des Teils erleichtert.
- Ein Entformungswinkel von mindestens einem halben Grad ist für die meisten Materialien ausreichend. Hochtemperatur- und spezielle Harze können eine Entformung von einem bis zwei Grad erfordern. Fügen Sie für jede 0,001 Inch Oberflächenstruktur ein weiteres Grad hinzu.
- Entformen Sie alle Oberflächen, die parallel zur Trennrichtung des Werkzeugs liegen.
- Neigen Sie Wände und andere im Werkzeug ausgebildete Merkmale in beiden Werkzeughälften, um das Auswerfen zu erleichtern und eine gleichmäßige Wandstärke zu erhalten.
Gleichmäßige Wandstärken beibehalten:
Eine gleichmäßige Wandstärke eines Bauteils (wenn möglich) ist elementar, um dicke Bereiche zu vermeiden. Nicht-homogene Wandstärken können dazu führen, dass das Teil beim Abkühlen des geschmolzenen Materials verzogen wird.
Sind unterschiedliche Wandstärken erforderlich, sollte der Übergang so sanft wie möglich gestaltet werden, damit das Material gleichmäßiger in die Kavität fließt. Das stellt sicher, dass die gesamte Form ausgefüllt wird und letztlich die Fehlerquote reduziert wird. Abgerundete oder konisch ausgeführte Übergänge minimieren eingespannte Spannungen und Spannungsspitzen, die durch abrupten Dickenwechsel entstehen können.
Die Auswahl der korrekten Wandstärken für Ihr Bauteil kann sich drastisch auf die Produktionskosten und die Fertigungsgeschwindigkeit auswirken. Die minimal verwendbare Wandstärke hängt von Bauteilgröße, Geometrie, mechanischen Anforderungen und dem Fließverhalten des Harzes ab. Die Wandstärken von Spritzgussteilen liegen in der Regel zwischen 2 mm – 4 mm (0,080″ – 0,160″). Dünnwandige Spritzgussteile können Wandstärken von bis zu 0,5 mm (0,020″) erreichen. Arbeiten Sie mit erfahrenen Spritzgießern und Konstrukteuren zusammen, um sicherzustellen, dass die richtigen Wandstärken entsprechend Design und Werkstoff gewählt werden.
Radien an Kanten hinzufügen:
Neben den Hauptbereichen eines Bauteils ist eine gleichmäßige Wandstärke bei Kanten und Ecken ein entscheidendes Konstruktionselement. Großzügige Radien an gerundeten Ecken bieten zahlreiche Vorteile für das Design eines Kunststoffteils, darunter weniger Spannungskonzentration und eine bessere Fließfähigkeit des Materials. Bauteile mit ausreichend großen Radien sind zudem wirtschaftlicher und einfacher herzustellen, bei gleichzeitig höherer Festigkeit und besserem Erscheinungsbild.
Wichtigkeit von Rippen:
Viele Konstrukteure gehen davon aus, dass die Erhöhung der Wandstärke auch die Bauteilfestigkeit steigert. Tatsächlich können zu dicke Wände aber zu Verzug, Einfallstellen und anderen Fehlern führen. Der Vorteil von Rippen ist, dass sie die Festigkeit des Teils erhöhen, ohne die Wandstärke zu vergrößern. Da weniger Material benötigt wird, sind Rippen eine kostengünstige Lösung für zusätzliche Stabilität. Um die Steifigkeit zu erhöhen, sollten Sie die Anzahl der Rippen anstatt deren Höhe erhöhen, und einen Abstand von mindestens dem Zweifachen der nominellen Wandstärke zwischen den Rippen einhalten.
Berücksichtigung der Entformschräge:
Wie die Merkmale eines Teils im Werkzeug ausgebildet werden, bestimmt die erforderliche Entformschräge. Features, die durch Sacklöcher oder Taschen gebildet werden (wie die meisten Stege, Rippen und Aufnahmen), sollten zur Werkzeugmitte hin dünner zulaufen. Oberflächen, die durch Schieber gebildet werden, benötigen eventuell keine Entformschräge, wenn der Stahl sich vor dem Auswerfen von der Oberfläche löst. Ziehen Sie in Betracht, Winkel oder Verjüngungen an Produktmerkmalen wie Wänden, Rippen, Aufnahmen und Aufsätzen einzuplanen, die parallel zur Entformrichtung aus dem Werkzeug liegen, da dies das Auswerfen des Teils erleichtert.
Teileveredelung:
Oberflächenfinish-Optionen für Kunststoffspritzgussteile variieren je nach Teiledesign und der chemischen Zusammensetzung des verwendeten Materials. Die Veredelungsoptionen sollten frühzeitig im Designprozess besprochen werden, da das gewählte Material einen erheblichen Einfluss auf die Art des umgesetzten Finishs haben kann. Insbesondere dann, wenn ein Hochglanz-Finish gewünscht ist, kann die Materialwahl besonders entscheidend sein. Bei der Auswahl von Zusatzstoffen zur Erreichung des gewünschten Oberflächenfinishs und zur Verbesserung der Teilequalität ist die Zusammenarbeit mit einem Spritzgießer, der mit erfahrenen Materialwissenschaftlern zusammenarbeitet, unerlässlich.
Die Berücksichtigung dieser Elemente ist grundlegend, um ingenieurtechnisches und fertigungsspezifisches Know-how zu vereinen, Fehler zu erkennen, Effizienz- und Kostensenkungspotenziale zu sehen und sogar die Durchführbarkeit von Vertragsanforderungen zu bewerten. Typischerweise führt Ihr Spritzgießer bereits vor Einleitung des Werkzeugbaus eine detaillierte Analyse dieser Aspekte gemeinsam mit Ihrem Team durch.
DFM (Design for Manufacturing) ist keine „eigenständige“ Richtlinie oder ein Prinzip bei der Herstellung von Kunststoffspritzgussteilen oder -produkten. Es arbeitet zusammen mit anderen Ansätzen zur Designoptimierung wie Design für Funktionalität, Montage und Nachhaltigkeit, auf die im Folgenden weiter eingegangen wird.
Rostis Vier-Stufen-Ansatz für die Optimierung des Spritzgießteiledesigns
Design for Manufacturing |
Design for Manufacturing (DFM) beschreibt den Prozess des Entwurfs bzw. der Konstruktion eines Produkts mit dem Ziel, die Herstellungskosten zu senken, sodass potenzielle Probleme bereits in der Entwurfsphase, also am günstigsten, behoben werden können. Je nach Herstellungsprozess gibt es festgelegte Richtlinien für DFM-Praktiken, die verschiedene Toleranzen, Regeln und gängige Fertigungsprüfungen im Zusammenhang mit DFM genau definieren. |
Design for Functionality |
Während des gesamten Konstruktionsprozesses von Kunststoffteilen ist es entscheidend, das Hauptaugenmerk auf die funktionalen Anforderungen des Teils zu richten. Erfahrene Konstrukteure sollten Empfehlungen für Änderungen geben, damit das Teil seine funktionalen Anforderungen erfüllt; dazu gehören unter anderem die Umwelteinflüsse, chemische oder korrosive Stoffe, denen das Teil standhalten muss, funktionale sowie optische Eigenschaften und mehr. |
Design for Assembly |
Design for Assembly (DFA) ist ein Ansatz, bei dem Produkte so gestaltet werden, dass die Montage möglichst einfach und effizient erfolgen kann, mit dem Ziel, Montagezeit und -kosten zu senken. Die größte Kosteneinsparung bei DFA ergibt sich in der Regel durch die Reduzierung der Anzahl an Einzelteilen. |
Design for Sustainability |
Design for Sustainability fokussiert sich darauf, Teile so zu gestalten, dass während der laufenden Produktion Maßhaltigkeit durch geeignete Messtechniken langfristig gewährleistet bleibt. |
Materialien für Kunststoffkomponenten verstehen und deren Rolle beim Design for Manufacturing
Die Materialauswahl ist ein entscheidender Bestandteil des DFM-Prozesses, um qualitativ hochwertige, kostengünstige und schnell produzierbare Spritzgussteile und Produkte herzustellen. Die enorme Vielfalt an Kunststoffen und deren Eigenschaften macht es äußerst wichtig, dass Materiallieferanten, Spritzgießer und Produkthersteller schon früh im Designprozess spezifische Anforderungen besprechen – nur so können kostspielige spätere Anpassungen vermieden werden.
Die Materialauswahl beeinflusst unter anderem die Festigkeit und Flexibilität, Temperaturbeständigkeit, Haltbarkeit, das Aussehen, die Zähigkeit, Lebensdauer und natürlich die Produktionskosten. Weitere Anforderungen können sein:
- Zulassungen von Behörden
- Montage
- Chemikalienbeständigkeit
- Verfügbarkeit des Granulats
Die Auswahl des richtigen Materials erfordert Erfahrung, Fachwissen und Diskussion, um all diese Faktoren vor dem Bau eines Werkzeugs oder der Anfertigung von Formen abzuwägen. Nachfolgend finden Sie einen Leitfaden für Diskussionen sowie einen grundlegenden Überblick über Materialien, die Sie beim DFM-Ansatz und -Prozess nutzen können.
Diskussionspunkte zur Auswahl von Kunststoffmaterialien für das Spritzgießen
Die Auswahl geeigneter Materialien ist ein entscheidender Aspekt des Spritzgussprozesses und erfordert die sorgfältige Berücksichtigung verschiedener Faktoren, die das Endprodukt beeinflussen können. Das gewählte Material muss zu den beabsichtigten Funktionen des Produkts, Sicherheitsstandards, Umweltbedingungen und Budgetvorgaben passen. Die folgende Tabelle gibt einen Überblick über die wesentlichen Diskussionspunkte zur Auswahl von Kunststoffen für das Spritzgießen. Durch die Beachtung dieser Aspekte können Hersteller sicherstellen, dass sie das passendste und kosteneffizienteste Material für ihre spezifischen Spritzgussanforderungen wählen.
| Chemikalienbeständigkeit | Kindersicherheit |
| Farbe | Einhaltung der FDA-Standards |
| Einhaltung der NSF-Standards | Einhaltung der REACH-Standards |
| Einhaltung der RoHS-Standards | Dielektrische Eigenschaften |
| Wirtschaftliche oder Kostenvorgaben | Prägebedarf |
| Umgebungsbedingungen | Oberflächenanforderungen |
| Flexibilität | Lebensmittelsicherheit |
| Wärme-, Flammen- oder Brennbeständigkeit | Materialfestigkeit |
| Mechanische Bedingungen | Bedarf an Reflexion oder Transparenz |
| Druckbeständigkeit | Steifigkeit |
| Haltbarkeitsdauer | Gewichtsbeständigkeit |
Ein grundlegender Leitfaden zur Materialauswahl für das Spritzgießen
Hersteller verwenden eine große Vielfalt an Kunststoffen zur Herstellung von Bauteilen für Produkte und ersetzen damit zunehmend andere Materialien wie Bronze, Edelstahl, Aluminium und Keramik. Zu den wichtigsten Gründen für die Umstellung auf Kunststoff gehören die längere Gesamtlebensdauer des Bauteils, geringerer Verschleiß an anderen Produktkomponenten, höhere Produktionsgeschwindigkeit, Korrosionsbeständigkeit und Gewichtsreduzierung. Zudem berichten Unternehmen von durchschnittlich 25-50 % Kosteneinsparung, wenn Teile auf Kunststoff umgestellt werden, wobei diese häufig sogar bessere Leistungseigenschaften aufweisen.

Quelle: Grandview Research, Injection Molded Plastic Market Report by Raw Material, https://www.grandviewresearch.com/industry-analysis/injection-molded-plastics-market
Die enge Abstimmung mit Ihrem Spritzguss-Partner zur Auswahl des besten Granulats bereits in der frühen Phase der Herstellbarkeitsprüfung ist entscheidend für den Produktionserfolg eines Teils.
Die Materialauswahl spielt eine entscheidende Rolle hinsichtlich Festigkeit und Flexibilität Ihres Spritzgussteils. Durch die frühzeitige Berücksichtigung spezieller Anforderungen im Konstruktionsprozess lassen sich kostspielige Änderungen vermeiden. Ein ausgewogenes Verhältnis von Eigenschaften wie Steifigkeit, Haltbarkeit, Zähigkeit und weiteren ist der Schlüssel zur optimalen Teilfunktionalität. Zudem ist es wichtig, die Unterschiede der gängigsten Granulate zu kennen.
ABS (Acrylnitril-Butadien-Styrol) ist ein verbreiteter Spritzgusskunststoff, der relativ einfach beschafft und verarbeitet werden kann und zudem erschwinglich ist. Dieses Material ist robust, bietet eine gute Schlagzähigkeit, lässt sich leicht bearbeiten und erfüllt vielfältige optische Anforderungen. ABS ist jedoch nicht für Teile geeignet, die dauerhaft starker Hitze ausgesetzt sind, da es bei Temperaturen über bzw. um 200 Grad Fahrenheit Verformungen oder Schmelzen aufweist.
Polycarbonate sind eine hochwertige Klasse von Thermoplasten, die sich gut spritzgießen lassen und häufig die Bruchsicherheit erhöhen. Polycarbonat ist von Natur aus durchsichtig und daher ideal für glasähnliche Hochleistungsanwendungen (Schutzbrillen, medizinische Laboranwendungen und mehr). Polycarbonat ist jedoch ungeeignet für Anwendungen, bei denen eine höhere Flexibilität oder farbliche Gestaltungswünsche erforderlich sind.
Glasfaserverstärktes Nylon ist ein verstärkter Thermoplast, bei dem dem Grundharz Nylon Glasfasern zur Erhöhung der Festigkeit und Wärmeresistenz beigemischt werden. Diese Mischung ist zudem weniger elektrisch leitend als viele andere Kunststoffe, jedoch trotz ihres hohen Schmelzpunkts anfälliger für Brennbarkeit als andere Materialien.
Polypropylen ist ein flexibler Thermoplast, der sowohl für industrielle als auch für Konsumgüteranwendungen geeignet ist. Es ist bekannt für seine hohe Biegsamkeit und Formbeständigkeit unter verschiedenen Belastungen. Polypropylen bietet zudem Beständigkeit gegenüber Lösungsmitteln, Chemikalien und UV-Strahlen.
Acetal ist für seine hervorragende Reibungsbeständigkeit und hohe Steifigkeit bekannt. Es lässt sich während des Spritzgießprozesses leicht einfärben, bietet jedoch keine überlegene Hitzebeständigkeit.
Einer der wichtigsten Schritte bei der Auswahl eines geeigneten Spritzguss-Kunststoffs ist die Erstellung einer umfassenden Anforderungsliste für das Endprodukt. Diese Liste sollte unbedingt einen Preisrahmen und die Verfügbarkeit des gewählten Kunststoffgranulats enthalten – da Lieferengpässe auftreten können und Alternativen eingeplant werden sollten.
Es ist auch wichtig zu bedenken, dass einige Eigenschaften von Hochtemperatur- und Exotenharzen einzigartig sind und sich je nach Anwendung unterschiedlich verhalten können. Um sowohl die Gestaltung als auch das Material optimal zu nutzen, müssen erfahrene Konstrukteure und Spritzgießer eine Vielzahl von Faktoren berücksichtigen.
Oberflächenveredelung verstehen und ihre Rolle im Design for Manufacturing
Das Design for Manufacturing (DFM) eines Kunststoffteils oder -produkts muss vor dem Bau eines Werkzeugs oder einer Form die Diskussion und Entscheidung über die Oberflächenveredelung beinhalten. Gespräche über gewünschte ästhetische sowie funktionale Eigenschaften der Oberfläche beeinflussen die Wahl des Materials, erforderliche Additive und weitere Parameter wie Einspritzrate, Druck- und Temperaturtoleranzen.
In der Designphase sollten der Kunststoffspritzguss-Partner, der OEM und der Kunde die gewünschten Ergebnisse für das Teil oder Produkt besprechen, z. B. Anforderungen wie:
- Das schnelle Entweichen eingeschlossener Gase ermöglichen
- Fließlinien im Kunststoff eliminieren
- Bessere Klebeeigenschaften für Aufkleber erzielen
- Den Griff verbessern
- Lackierhaftung verbessern
- Eine hochglanzpolierte Oberfläche erzeugen
- Eine glatte Oberfläche erzeugen
- Die höchstmögliche Hochglanzoberfläche erzeugen
- Werkzeugspuren entfernen
- Struktur nutzen, um Hinterschneidungen zu gestalten
Wie andere Komponenten des DFM-Ansatzes ist die Oberflächenveredelung Teil der Formel aus Kosten, Qualität und Kundenzufriedenheit, die zu Beginn eines Auftrags festgelegt werden muss.
Materialoberflächen
Materialoberflächen spielen eine entscheidende Rolle für die Optik, Funktion und Langlebigkeit von Spritzgussteilen. Sie können stark variieren – von einer sehr hochglänzenden Oberfläche bis hin zu einer rauen Textur, jede mit einem bestimmten Zweck und Anwendungsgebiet. In diesem Leitfaden bieten wir einen umfassenden Überblick über verschiedene Materialoberflächen, die entsprechenden SPI-Standards, Methoden zu deren Erreichung sowie deren typische Oberflächenrauheitswerte. Diese Informationen unterstützen Sie dabei, fundierte Entscheidungen bezüglich der passenden Oberfläche für Ihre Spritzgussteile zu treffen, damit diese sowohl ästhetischen Ansprüchen als auch funktionalen Anforderungen gerecht werden.
| Finish | SPI* Standard | Finishing Method | Typical Surface Roughness Ra (μm) |
| Super high glossy finish | A-1 | Grade #3, 6000 Grit Diamond Buff | 0.012 to 0.025 |
| High glossy finish | A-2 | Grade #6, 3000 Grit Diamond Buff | 0.025 to 0.05 |
| Normal glossy finish | A-3 | Grade #15, 1200 Grit Diamond Buff | 0.05 to 0.10 |
| Fine semi-glossy finish | B-1 | 600 Grit Paper | 0.05 to 0.10 |
| Medium semi-glossy finish | B-2 | 400 Grit Paper | 0.10 to 0.15 |
| Normal semi-glossy finish | B-3 | 320 Grit Paper | 0.28 to 0.32 |
| Fine matte finish | C-1 | 600 Grit Stone | 0.35 to 0.40 |
| Medium matte finish | C-2 | 400 Grit Stone | 0.45 to 0.55 |
| Normal matte finish | C-3 | 320 Grit Stone | 0.63 to 0.70 |
| Satin textured finish | D-1 | Dry Blast Glass Bead #11 | 0.80 to 1.00 |
| Dull textured finish | D-2 | Dry Blast #240 Oxide | 1.00 to 2.80 |
| Rough textured finish | D-3 | Dry Blast #24 Oxide | 3.20 to 18.0 |
| As machined | – | Finished to the machinist’s discretion | 3.20 (with visible machining marks) |
Quelle: K. Varotsis, „Injection Molding SPI Surface Finishes“, Hubs https://www.hubs.com/knowledge-base/injection-molding-spi-surface-finishes/#finishes
Weitere Optionen für Kunststoffoberflächen sind:
- NaturalExotic
- Mikro-Oberflächen
- Mehrglanz-Muster
- Grafiken
- Lederprägungen/-strukturen
- Holzmaserung, Schiefer und Kopfsteinpflaster
- Geometrische Muster und Leinenstrukturen
- Bilder oder Logos, die in das Muster integriert sind
Technologie zur Unterstützung des Kunststoffspritzguss-Designs im Herstellungsprozess
Die jüngste Entwicklung im Kunststoffspritzguss ist deutlich durch die Einführung wissenschaftlicher Spritzguss-Prinzipien und begleitender Technologien geprägt. Die Methodik des wissenschaftlichen Spritzgusses zielt darauf ab: (1) Entwicklungskosten und Zeitpläne durch Vermeidung von Versuch und Irrtum zu reduzieren, (2) zuverlässige, fehlerfreie Werkzeuge zu produzieren, die kostenintensive Nacharbeit vermeiden und die Teilequalität erhöhen, sowie (3) einen wiederholbaren und prüfbaren Fertigungsprozess zu etablieren. Dieser strategische Ansatz bindet Technologie in jede Produktionsphase ein und verbessert so sowohl Effizienz als auch Qualität.
Eine der wichtigsten Technologien im Bereich Kunststoffspritzguss ist die Simulationssoftware SOLIDWORKS® Plastics Premium. Sie wird umfassend in der Moldflow-Simulation eingesetzt und ermöglicht es Ingenieuren, potenzielle Fertigungsprobleme bereits in der Designphase mit SOLIDWORKS zu erkennen und anzugehen. Dies trägt dazu bei, effiziente und kostengünstige Werkzeuge zu konstruieren und reduziert den Zeit- und Kostenaufwand für physische Prototypen und iterative Abläufe.
Ein weiterer entscheidender Aspekt des wissenschaftlichen Spritzgießens ist der Einsatz von Prozessleitsystemen, insbesondere RJG eDart®. Dieses System überwacht und protokolliert alle Variablen im Spritzgussprozess und stellt in Echtzeit Daten zu Faktoren wie Kavitätsdruck, Temperatur, Schussvolumen und Schneckenposition zur Verfügung. Die generierten Daten können genutzt werden, um Trends zu erkennen und Parameter zur Leistungssteigerung anzupassen.
Rosti ist ein hervorragendes Beispiel für ein Unternehmen, das RJG eDart effektiv in seinen Abläufen einsetzt. Dieses Prozessleitsystem spielt eine zentrale Rolle bei der Aufrechterhaltung der hohen Qualitätsstandards und der Produktionseffizienz von Rosti. Mit RJG eDart überwacht und zeichnet Rosti alle Variablen des Spritzgussprozesses in Echtzeit auf. Die gesammelten Daten — darunter Kavitätsdruck, Temperatur, Schussvolumen und Schneckenposition — ermöglichen ein tiefes Verständnis des Produktionsprozesses.
Dieser große Datenbestand ermöglicht es Rosti, Trends oder Unregelmäßigkeiten frühzeitig zu erkennen, sodass notwendige Anpassungen vorgenommen werden können, um optimale Produktionsparameter beizubehalten. So können etwa Abweichungen beim Kavitätsdruck oder bei der Temperatur auf mögliche Probleme im Spritzgussprozess hinweisen, die dann behoben werden, bevor sie die Endproduktqualität beeinträchtigen. Dieser proaktive Ansatz gewährleistet eine gleichbleibende Qualitätskontrolle, reduziert Ausschuss und optimiert die Produktionseffizienz – und verkörpert damit die Prinzipien des wissenschaftlichen Spritzgießens bei Rosti.
Um die verschiedenen Technologiebestandteile zusammenzuführen, werden fortschrittliche ERP-Softwarelösungen wie IQMS eingesetzt. Diese Software dient als zentrale Plattform für das Finanz- und Betriebsmanagement. Durch die Kombination von Simulationssoftware, Prozessleitsystemen und ERP-Software können Unternehmen wie Rosti sicherstellen, dass ihre Produkte durchgehend in hoher Qualität und kosteneffizient produziert werden. Allerdings erfordert die erfolgreiche Implementierung und Integration dieser Technologien im DFM-Prozess des Kunststoffspritzgusses eine effiziente Kommunikation und Zusammenarbeit über mehrere Disziplinen hinweg.
Vorteile eines wissenschaftlichen Spritzgussprozesses
Wissenschaftliches Spritzgießen ist ein disziplinierter, systematischer Ansatz für das Spritzgießen, der datengesteuert ist und auf die Erzielung qualitativ hochwertiger, reproduzierbarer Ergebnisse abzielt. Durch die Nutzung wissenschaftlicher Prinzipien und rigoroser Tests bietet diese Methode zahlreiche Vorteile, die die Effizienz steigern und die Ergebnisse optimieren. Von der intelligenten Materialauswahl bis hin zur Optimierung des Bauteildesigns und der Werkzeugauslegung ermöglicht der wissenschaftliche Spritzgussprozess Ingenieuren, aus früheren Erfahrungen und ihrem Fachwissen zu schöpfen, um einzigartige Anwendungen effektiv umzusetzen. Darüber hinaus spielt die Möglichkeit, Daten aufzuzeichnen und zu analysieren, eine entscheidende Rolle bei der Qualitätskontrolle und liefert Erkenntnisse für die kontinuierliche Verbesserung der Bauteilqualität. Nachfolgend sind die wichtigsten Vorteile der Anwendung eines wissenschaftlichen Spritzgussprozesses in Ihren Fertigungsabläufen aufgeführt.
- Schafft einen datengesteuerten Prozess, der wiederholbare Ergebnisse mit minimalen Abweichungen erzielt
- Ermöglicht eine intelligente Materialauswahl
- Gibt Entwicklungsingenieuren die Möglichkeit, Bauteildesigns für spezielle Anwendungen auf Basis von Erfahrungen und Fachwissen zu optimieren
- Wird verwendet, um das Werkzeugdesign zu optimieren oder schlecht entwickelte Werkzeuge zu verbessern
- Aufgezeichnete Daten werden zur Qualitätskontrolle ausgewertet und bei Bedarf zur Verbesserung der Gesamtbauteilqualität angepasst
Design for Manufacturing Fallstudie: Wie Rostis innovativer DFM-Ansatz in China Sous Vide vereinfachte und ein Start-up zum preisgekrönten Global Player machte

Die Einführung von DFM war entscheidend für das Design und die erfolgreiche Produktion dieses komplexen Geräts, das sowohl höchste Ästhetik als auch eine robuste Funktionalität verlangte.
Ein Unternehmen wandte sich an Rosti China mit der Herausforderung, ein Kochgerät zu entwickeln und zu fertigen, das die Sous-Vide-Technik für den Hausgebrauch vereinfacht. Das Design erforderte sowohl Funktionalität als auch höchste Ästhetik und stellte Rosti China vor eine anspruchsvolle Design- und Entwicklungsaufgabe.
Dank ihrer Expertise im Spritzgießen und ihrer Kenntnisse im Bereich Wärmetoleranzen lieferte Rosti China ein robustes Produkt, das langen Eintauchzeiten in heißem Wasser standhält und dennoch das Designniveau erreicht, das üblicherweise mit hochwertigen Elektronikgeräten assoziiert wird.
Rosti wählte ein Harz mit Eigenschaften, die für die Lebensmittelindustrie geeignet und optisch ansprechend sind. Mit der Entwicklung einer Umspritztechnik, wie sie typischerweise in der Uhrenherstellung zum Einsatz kommt, wurden Motor, Heizelement und Platine des Geräts durch ein extrudiertes Rohr geschützt.
Das Produkt war in Europa und Nordamerika erfolgreich, erhielt einen internationalen Designpreis und führte zur Übernahme des Start-ups durch einen multinationalen Haushaltsgerätehersteller. Rostis Fähigkeit, außergewöhnliche Ergebnisse zu liefern, verdeutlicht die Bedeutung eines ambitionierten Produktdesigns und der engen Zusammenarbeit mit erfahrenen Branchenexperten.
Der von Rosti China verfolgte Ansatz unterstreicht die zentrale Rolle, die DFM für den Gesamterfolg eines Projekts spielen kann. Es senkt die Produktionskosten und erhöht die Effizienz des Fertigungsprozesses, sodass das Endprodukt die Anforderungen und Erwartungen von Kunden und Endanwendern erfüllt.
Zusammenfassung
Die Kunststoffverarbeitung ist eine äußerst wettbewerbsintensive, globale Branche, in der Unternehmen sowohl mit Zeit- als auch mit Kostenherausforderungen konfrontiert sind. Verzögerungen zu vermeiden und das Risiko kostenintensiver Designänderungen zu reduzieren, kann entscheidend dafür sein, Ihr Produkt schneller als die Konkurrenz auf den Markt zu bringen.
Die einst klare Trennung zwischen Entwicklung und Produktion ist heute oftmals verschwommen, da Hersteller verstärkt auf Designexperten der Branche setzen, um sie in den Design-for-Manufacturability-Prozess einzubinden. Tatsächlich bewerten Hersteller das Design als wichtigsten Faktor zur Senkung ihrer gesamten Produktionskosten.
Im Laufe der Jahre haben sich bewährte Verfahren für Werkzeug- und Bauteilfertigung erheblich weiterentwickelt. Während Produktions-Checklisten weiterhin wesentliche Bestandteile des Prozesses sind, entstehen echte Effizienzgewinne in Bezug auf Zeit und Budget heute vor allem durch die Arbeit in den frühen Phasen der Produktentwicklung. Wird ein Werkzeugbauer bzw. Spritzgießer frühzeitig in den Entwicklungsprozess eingebunden, werden Kundenwünsche besser verstanden und unerwartete Überraschungen vermieden.
Sind Sie auf der Suche nach einem Spritzgießunternehmen, das Sie mit kompetenter Beratung vom Design bis zur Produktionsfertigstellung unterstützt? Kontaktieren Sie Rostis erfahrene Teammitglieder, die sich auf alle Bereiche der entwicklungs- und fertigungsoptimierten Gestaltung, Entwicklung und Produktion konzentrieren.