Wissenschaftliches Spritzgießen
Spritzguss – Vollständiger Leitfaden zum Scientific Moulding
Es ist leicht nachzuvollziehen, wie Computertechnik und Innovationen die verschiedensten Branchen in den letzten 35 Jahren positiv beeinflusst haben. Die Spritzgussindustrie bildet dabei keine Ausnahme. Das Kunststoffspritzgießen basiert heute größtenteils auf einem wissenschaftlichen Ansatz.
Was ist Scientific Molding?
Scientific Molding ist ein Verfahren, bei dem die Phasen Füllen, Nachdrücken und Halten separat behandelt werden, um Schwankungen zu minimieren und zugleich die Produktkonsistenz insgesamt zu erhöhen. Das Separieren der Phasen ist auch als decoupled Injection Molding (entkoppeltes Spritzgießen) bekannt. Anwender, die auf wissenschaftliche Spritzgießtechnik, Software und Methoden setzen, können laut dem Scientific Molding-Dozenten John Bozzelli „die Zykluszeiten reduzieren, die Maschineneffizienz erhöhen und letztlich mehr Umsatz erzielen.”
Was ist der Unterschied zwischen herkömmlichem Spritzgießen und Scientific Molding?
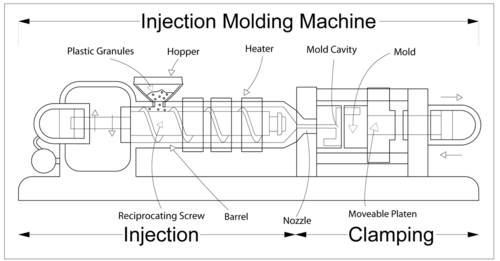
Beim herkömmlichen Spritzgießen wird die Form mit einem einzigen Schuss unter dauerhaftem Druck gefüllt, um die Kavität auszupacken. Beim Scientific Molding hingegen wird die Kavität zu etwa 90 bis 97 Prozent mit einer definierten Geschwindigkeit gefüllt. In der nächsten Phase schaltet die Maschine von der Geschwindigkeits- auf die Druckregelung, wobei die Kavität weiter gefüllt bzw. „ausgepackt“ wird, um den Prozess abzuschließen.
Das wissenschaftliche Verfahren ermöglicht eine größere Konsistenz von Schuss zu Schuss und eine bessere Kontrolle der Bauteilspezifikationen. Demgegenüber führt das herkömmliche Spritzgießen häufig zu erheblichen Zyklus-zu-Zyklus-Schwankungen der Bauteilabmessungen.
Ein wissenschaftlicher Ansatz beim Spritzgießen ist besonders bei der Herstellung komplexer Teile und Komponenten entscheidend, denn selbst kleinste Abweichungen bei Verfahrensparametern können einen erheblichen Einfluss auf den Prozess oder das Endprodukt haben. Das Ziel von Scientific Injection Molding verfolgt deshalb zwei zentrale Strategien:
- Entwicklung eines Prozesses mit wiederholbaren Ergebnissen bei minimalen Schwankungen
- Optimierung der maßlichen oder mechanischen Eigenschaften eines gespritzten Bauteils
Faktoren im wissenschaftsbasierten Spritzgießen
Ein weiterer Aspekt herkömmlicher Spritzgussverfahren betrifft die Maschinensteuerung. Man ging davon aus, dass es 20 oder mehr maschinenbasierte Einstellungen gibt, die verschiedene Fehlerbilder bei Spritzgussteilen (Maße, Lunker, Verzug und weitere Qualitätsprobleme) beeinflussen. In der Forschung wurde versucht, Parallelen zwischen Bauteilfehlern und den Maschineneinstellungen herzustellen.
Im Laufe vieler Jahre stellte man jedoch fest, dass Maschineneinstellungen wenig bis gar keinen Einfluss auf die Bauteilqualität haben. Daher verlagerte sich die Forschung von der traditionellen maschinengesteuerten Methode hin zu einem wissenschaftlichen Ansatz. Die sogenannte „Plastikperspektive“ wurde zum revolutionären Kern moderner Forschung, die sich auf Naturgesetze anstatt auf Maschineneinstellungen konzentriert. Donald C. Paulson war ein Pionier dieses wissenschaftlichen Vorgehens und baute Mitte der 1960er Jahre ein Kunststoff-Labor am General Motors Institute auf.

Verarbeitungsphasen im Spritzgießen
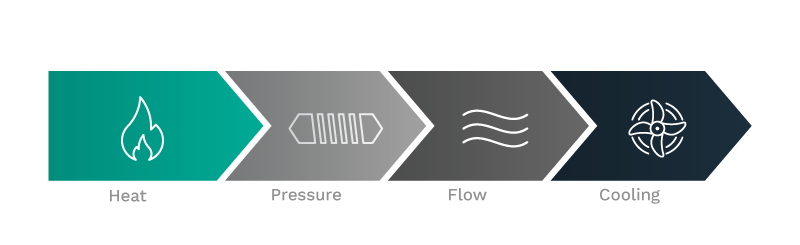
Herr Paulson konzentrierte sich auf die vier wichtigsten Verarbeitungsphasen beim Kunststoffspritzguss, die die Eigenschaften des Bauteils bestimmen: Wärme, Druck, Fluss und Kühlung. Jede dieser Größen, so Paulson’s Vermutung, „wird von den Gesetzen der Physik bestimmt: Erstens von den Gesetzen der Wärmeübertragung; zweitens vom Poiseuille-Gesetz zur Strömung von Flüssigkeiten; und drittens von der Zustandsgleichung für Kunststoffe.“
Die Messung und Aufzeichnung von Maschinen- und Kunststoffvariationen während jeder der vier Phasen über vier Jahre hinweg führten Paulson und sein Forscherteam zu einigen grundlegenden Erkenntnissen in der Branche:
- Physikalische Gesetze, die auf andere Materialien zutreffen, gelten auch für die Verarbeitung von Kunststoffen
- Die vier Kunststoff-Parameter bestimmen die Eigenschaften und Merkmale von Spritzgussteilen
Der wissenschaftliche Ansatz beim Spritzgießen ändert nichts daran, dass der Verarbeiter den Maschinenaufbau verstehen muss oder weiß, wie Maschineneinstellungen die Kunststoffverarbeitung und die Teilequalität beeinflussen. Allerdings hilft dieser Ansatz, bessere Entscheidungen über die Einstellung der Maschinenparameter und Zykluszeiten zu treffen – und bei Problemen gezielter zu reagieren.
Abläufe beim Scientific Molding und die Rolle der modernen Prozessregelung
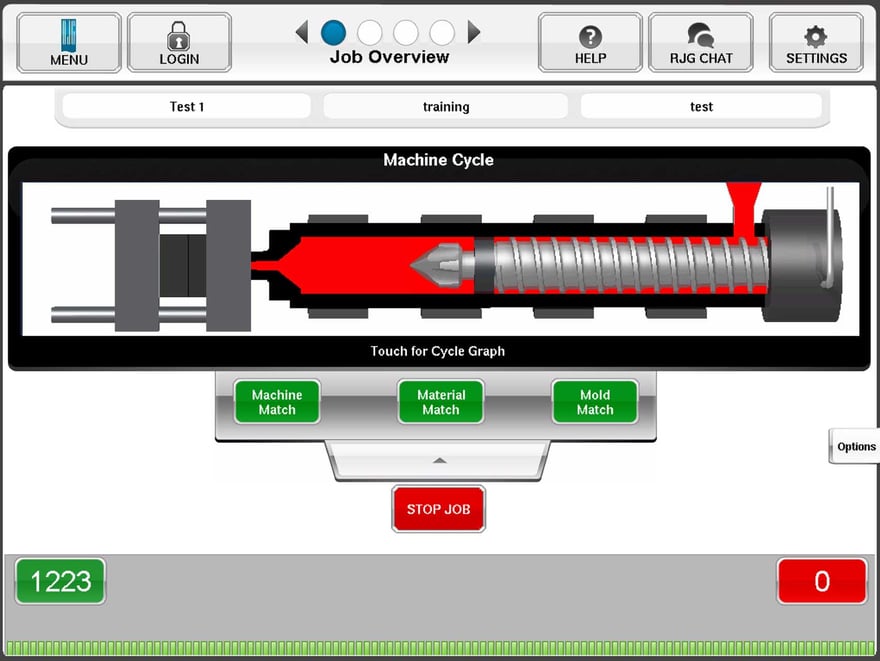
Beim Scientific Molding steht im Kern die Entkopplung der wesentlichen Verfahrensschritte in der Spritzgießproduktion. Diese Entkopplung ermöglicht Präzision, Genauigkeit und Kontrolle über jede Phase des Spritzguss-Zyklus. Mit technischen Fortschritten, besonders durch die Einführung des RJG eDart®-Systems, erreichen Verarbeiter heute ein deutlich höheres Maß an Prozesskontrolle und Reproduzierbarkeit.
Mit Messsystemen und Software, wie dem RJG eDart-System, werden die Parameter jedes Zyklus und direkt im Werkzeug kontinuierlich erfasst und bewertet. Diese Echtzeitüberwachung orientiert sich an den unumstößlichen Naturgesetzen, die auf Kunststoffe einwirken. Diese Gesetze bezüglich Wärme, Druck, Fluss und Kühlung werden von speziell geschulten Ingenieuren streng überwacht, damit jedes Bauteil den höchsten Qualitätsanforderungen entspricht.
- Initialschuss: Die Kavität wird zu etwa 98 % ihres Volumens gefüllt, wobei die Geschwindigkeit den wichtigsten Regelparameter darstellt.
- Füllen und Verdichten: Die Kavität wird weiter bis zur maximalen Kapazität gefüllt. Das Material wird anschließend komprimiert bzw. „verpresst“ und der Druck konstant gehalten. Mit dem RJG eDart-System erfolgt die Steuerung nicht ausschließlich über Maschinenparameter, sondern auf Grundlage des Kunststoffdrucks im Werkzeug. Dieses Vorgehen ermöglicht ein robusteres Prozessfenster.
- Kühlen und Stabilisieren: Während das Bauteil abkühlt, stabilisiert es sich. Erst nach Erreichen der gewünschten Stabilität wird das Teil ausgeworfen und die Maschine ist für den nächsten dosierten Schuss bereit.
Dieser entkoppelte Ansatz, weiter optimiert durch Systeme wie das RJG eDart, verschafft Verarbeitern eine verbesserte Kontrolle der Bauteilabmessungen. Noch wichtiger ist jedoch, dass so eine gleichbleibende Qualität von Zyklus zu Zyklus sichergestellt wird – in der Fachsprache auch Shot-to-shot consistency genannt. Dank dieser fortschrittlichen Prozessregelung kann Rosti seinen Kunden eine bemerkenswert konstante Produktqualität garantieren.
Vorteile des Scientific Molding
Eine Welt ohne die Prinzipien des Scientific Molding lässt sich schnell vorstellen: Produktabweichungen durch große Schwankungen bei Temperatur, Druck und Viskosität, längere Zykluszeiten, geringere Maschineneffizienz, steigende Kosten, mehr Ausschuss und letztlich Teile mit geringerer Qualität für Kunden.
Wie in unserem Beitrag zu den Vorteilen des wissenschaftlichen Spritzgießens erläutert wird: „Wissenschaftliche Spritzgießpraktiken sind entscheidend, um Ergebnisse zu erzielen, die schnellere Zyklen, höhere Stückzahlen und einen effizienteren Spritzgießprozess ermöglichen.“ Darüber hinaus können „Qualitätsprobleme vermieden werden, indem bei bestimmten Anwendungen eine automatisierte Kontrolle und Rückverfolgbarkeit implementiert wird.“
Quote Style
“Scientific molding practices are essential to achieving outcomes that deliver faster cycles, higher volume, and a more efficient injection molding process.”
Die Technologie hinter dem wissenschaftlichen Spritzgießen ermöglicht es Herstellern, effizienter zu arbeiten und sich so einen globalen Wettbewerbsvorteil zu verschaffen. Außerdem profitieren OEMs und Kunden von hochwertigeren Bauteilen und weniger Ausschuss bei niedrigeren Kosten.
Die Prinzipien und Technologien des wissenschaftlichen Spritzgießens lösen das Problem, wie man Spritzgießmaschinen dazu bringt, jedes Mal qualitativ hochwertige Teile zu produzieren.
Die Rolle der Technologie im wissenschaftlichen Spritzgießen
Das volle Potenzial des wissenschaftlichen Spritzgießens entfaltet sich insbesondere im Zusammenspiel mit den neuesten Entwicklungen der Spritzgießtechnologie. Auch wenn die Praxis physikalischen Gesetzen folgt, hängt die Wirksamkeit maßgeblich von technologischen Innovationen in den Bereichen Technik, Anlagen und Software ab.
Ein hervorragendes Beispiel für diese Synergie ist Rostis Einsatz des RJG eDart-Systems zur fortschrittlichen Prozessüberwachung. Dieses System, das den Fokus auf die Kontrolle und Überwachung des Kunststoffdrucks im Werkzeug richtet, war maßgeblich daran beteiligt, die Herangehensweise von Spritzgießern an ihre Prozesse zu verändern. Es geht nicht mehr nur um die Maschineneinstellung oder allgemeine Qualitätssicherung; es geht darum, modernste Technologien zu nutzen, um höchste Qualität und gleichzeitig Kosteneinsparungen zu erzielen.
Von der ersten Maschineneinstellung über die Feinheiten der Qualitätskontrolle bis hin zu allen Zwischenschritten unterstreicht Technologie wie das RJG eDart-System die Bedeutung kontinuierlicher Innovation. Solche Fortschritte ermöglichen es Spritzgießern nicht nur, die hohen Anforderungen ihrer Kunden zu erfüllen, sondern diese noch zu übertreffen. In diesem Zusammenhang ist Technologie nicht nur eine Stütze – sie ist ein entscheidender Faktor für den gesamten Erfolg des Spritzgießprozesses. Lassen Sie uns im Folgenden noch tiefer darauf eingehen.
Die Rolle von Mold-Flow-Simulationssoftware im wissenschaftlichen Spritzgießen
Die Prinzipien des wissenschaftlichen Spritzgießens stützen sich auf einen datengesteuerten Ansatz. Dank Daten lassen sich Verbesserungen realisieren und wiederholbare Ergebnisse erzielen. Rosti nutzt zum Beispiel Mold-Flow-Simulationssoftware von SOLIDWORKS®. Als Designvalidierungstool für Kunststoffspritzgießer liefert es vorausschauende Einblicke in das Design von Kunststoffkomponenten. Zu den wichtigsten Vorteilen der SOLIDWORKS Softwaretechnologie zählen:
- Ein verkürzter Produktentwicklungszyklus und eine insgesamt geringere Markteinführungszeit durch vorausschauende Erkenntnisse zum Bauteildesign schon in der Frühphase.
- Besseres Verständnis der Geometrie von Kunststoffteilen, die ansonsten zu schwierig oder zu kostenintensiv vorherzusagen wäre.
- Die Möglichkeit, potenzielle Problemstellen wie Einsinkungen, Bindenähte, Kurzschlüsse und andere Fehler und Schönheitsmängel frühzeitig zu identifizieren.
Kurz gesagt, SOLIDWORKS hilft Spritzgießherstellern, das Design des Bauteils gleich beim ersten Mal richtig umzusetzen. Dadurch können teure Korrekturen an Werkzeugen vermieden, die Teilequalität verbessert und die Markteinführungszeit verkürzt werden.
Die Rolle von RJG im wissenschaftlichen Spritzgießen
RJG ist bekannt für seine Beratungs- und Schulungsdienstleistungen – darunter renommierte Kurse wie Decoupled Molding, High Performance Molding und die Zertifizierung Master Molder 1 & II – und sein eDart-System hat sich im Spritzgießprozess bei Rosti als wegweisend erwiesen.
Die Einführung des RJG eDart-Prozesskontrollsystems bei Rosti erwies sich als wegweisend. Entwickelt, um Spritzgießern entscheidende Informationen zu liefern, senkt das eDart-System Ausschussraten, sichert Prozessstabilität und ermöglicht wiederholbare, hochwertige Ergebnisse.
Rostis Ziel war es stets, eine hohe Nutzungsrate der Spritzgießmaschinen zu gewährleisten. Solche Ziele erforderten eine flexible Maschinenflotte und ein kompromissloses Bekenntnis zu den Prinzipien des wissenschaftlichen Spritzgießens. Das eDart-System mit seinen fortschrittlichen Drucksensoren im Werkzeug verbesserte Rostis Spritzgießprozesse spürbar und bot nie dagewesene Kontrolle und Flexibilität.
Die Reise begann im September 2009, als Rosti aufgrund besonderer Herausforderungen das eDart-System in zwei unserer Pressen integrierte. Der Nutzen war so groß, dass die Technologie rasch weiter ausgebaut wurde. Bereits 2010 startete Rosti eine zweijährige Initiative, um alle Maschinen mit dem eDart-System auszustatten. Dieses Streben nach Exzellenz machte unser Bekenntnis zur geschlossenen Prozessregelung zu einem entscheidenden Bestandteil unserer Unternehmenskultur.
Ein zentrales Ergebnis, wie Kurt Behrendt, Rostis Director of Engineering, hervorhob, war der „bahnbrechende Wandel im Management der Teilekonsistenz über unterschiedliche Materialchargen hinweg.“ Ermöglicht wurde dies durch die Fähigkeit des eDart-Systems, Schwankungen des Kunststoffdrucks im Werkzeug präzise zu überwachen und auszugleichen. Das Resultat? Eine beispiellose Konsistenz in den von Rosti gefertigten Produkten.
Zu den wichtigsten Vorteilen der Integration des RJG eDart-Systems in unseren wissenschaftlichen Spritzgießprozess gehören:
- Historische Datenerfassung für jeden Spritzvorgang und dadurch beispiellose Einblicke.
- Echtzeit-Überwachung der Produktion, sodass bei Bedarf umgehend eingegriffen werden kann.
- Deutliche Steigerung der Qualitätssicherung, sodass konsistent hochwertige Teile produziert werden.
- Deutliche Verringerung von Ausschuss und Durchlaufzeit, was zu höherer Effizienz führt.
Im wissenschaftlichen Spritzgießen bilden Mold-Flow-Simulationssoftware, Prozesskontrollsysteme und Technologien wie eDart das Rückgrat einer tragfähigen Automatisierungsstrategie. Im Folgenden befassen wir uns genauer mit der Unterstützung durch Automatisierung.
Wie Automatisierung das wissenschaftliche Spritzgießen unterstützt
Wir haben das Spritzgießen aus wissenschaftlicher Sicht betrachtet – von den physikalischen Grundlagen über die Prozessschritte bis zur Rolle der Technik in den Bereichen Design, Engineering und Prozesskontrolle. Doch dabei bleibt es nicht. Ganz und gar nicht. Auch Automatisierung und hochqualifizierte Fachkräfte spielen eine entscheidende Rolle und bringen Vorteile.
In diesem Abschnitt betrachten wir den Einfluss der Automatisierung auf das wissenschaftliche Spritzgießen und anschließend die Bedeutung speziell geschulter Ingenieure und Techniker.
Die Entwicklung und der Einsatz automatisierter Werkzeuge und Robotik haben nahezu jede Branche positiv beeinflusst – und die Spritzgießindustrie ist da keine Ausnahme. Eines ist sicher: Je stärker ein Kunststoffspritzgießer seine Prozesse automatisieren kann, desto stärker wächst sein Geschäft und desto größer wird sein globaler Wettbewerbsvorteil.
Das ultimative Kennzeichen eines wissenschaftlichen Spritzgießbetriebs ist eine vollautomatische Produktionsstätte – wie sie Rosti 2011 an seinem Standort Bunsen Drive eingeführt hat. Eine vollautomatische Anlage wird mitunter auch als „Lights-Out“-Fabrik bezeichnet. Das Fertigungsverfahren im Werk von Rosti Bunsen Drive ist so einzigartig, dass das Unternehmen für den Prozess das US-Patent Nr. 8,827,674 B1 erhalten hat: ein spezialisiertes Spritzgieß-Fabriksystem und eine dazugehörige Einrichtung mit Maschinen im Erdgeschoss und Materialversorgung im Zwischengeschoss.
Was bedeutet es, im „Lights-Out“-Betrieb zu arbeiten?
Vor vier Jahren veröffentlichten wir, wie ein „Lights-Out“-Produktionsbetrieb die Spritzgießfertigung revolutioniert hat. Darin beschrieben wir den Lights-Out-Prozess wie folgt:
„Lights-Out-Fertigung beschreibt den Prozess, bei dem Fabriken und Produktionsanlagen mit innovativen und automatisierten Maschinen ausgestattet werden, um Aufgaben durchzuführen, für die normalerweise ein Mensch anwesend sein müsste. Im Wesentlichen kann die Produktionsanlage im „Lights-Out“-Modus laufen – also ohne wesentliche Unterstützung durch menschliche Arbeitskraft, Licht, Heizung und andere kostenintensive Faktoren für ein Unternehmen. Lights-Out-Fertigungsprozesse ermöglichen es Unternehmen zudem, ihre Anlagen 24 Stunden am Tag, 7 Tage die Woche, ohne die Notwendigkeit mehrerer Schichten betreiben zu können.“
In diesem Artikel haben wir zudem festgestellt: „Nicht nur hat dies Unternehmen in den Bereichen Kosten und Durchlaufzeit verbessert, es hat es auch ermöglicht, die Wahrscheinlichkeit von Fehlern bei der Produktion von Kunststoffteilen zu senken und die Gesamtqualität der Produkte zu steigern.“ Wir haben eine Reihe von Möglichkeiten aufgezeigt, wie eine Lights-Out-Anlage das Spritzgießen verändert hat, insbesondere:
- US-Hersteller können sich einen global wettbewerbsfähigen Vorteil verschaffen.
- Großaufträge können schnell abgewickelt werden, ohne die höheren Kosten zusätzlicher Schichten.
- Qualitätskontrolle, Liefertermine und Kostenvorgaben können eingehalten werden.
- Für das Management und die Wartung hochmoderner Automatisierungsanlagen und -prozesse ist eine sehr gut ausgebildete und engagierte Belegschaft erforderlich.
Ja, das wissenschaftliche Spritzgießen umfasst Technologien wie Simulationssoftware für die Werkzeugfüllung, RJG eDart Prozessüberwachung, modernste Materialhandling-Systeme, Teiletransportsysteme, Robotik sowie eine vollautomatisierte, Lights-Out-fähige Fertigungsanlage.
Quote Style
“Lights-out manufacturing describes the process in which factories and production facilities are equipped with innovative and automated machinery to conduct tasks that would normally need a human [to be] present.”
Trotzdem ermöglichen diese sich ständig weiterentwickelnden Technologien und die Lights-Out-Methodik kein vollständig automatisiertes Unternehmen ohne menschliches Eingreifen. Tatsächlich wäre all dies ohne fachkundige und hochqualifizierte Mitarbeitende schlichtweg nicht möglich.
Rostis Mischung aus erfahrenen Experten und hoch motivierten jungen Fachkräften ist entscheidend für das global ausgerichtete, auf Automatisierung fokussierte und wachstumsorientierte Geschäftsmodell. Im Folgenden beleuchten wir die wichtige Rolle, die speziell ausgebildete Ingenieure und Techniker beim wissenschaftlichen Spritzgießen spielen.
Die entscheidende Rolle spezialisierter Ingenieure und Techniker beim wissenschaftlichen Spritzgießen
Auch wenn das Verständnis der Feinheiten von Physik und Technik nicht zwingend notwendig ist, um den transformativen Einfluss des wissenschaftlichen Spritzgießens auf den Spritzgießprozess zu erkennen, so ist es dennoch unerlässlich, spezialisierte Ingenieure und Techniker an der Spitze zu haben. Ihr Fachwissen stellt sicher, dass wissenschaftlich fundierte Spritzgießsysteme mit Präzision und Effizienz betrieben werden.
Rostis ganzheitlicher Ansatz für Ausbildung und Training im Bereich Spritzgießen
Rosti legt großen Wert auf Fachwissen im Bereich Spritzgießen. Die gezielten Einstellungs- und Trainingsstrategien des Unternehmens spiegeln ein kompromissloses Engagement für Spitzenleistung wider, darunter:
- Praktikantenprogramm: Jeden Sommer begrüßt Rosti zwischen zwei und vier Praktikanten. Dieser proaktive Ansatz sorgt für einen stetigen Strom potenzieller Talente und bereitet auf zukünftige Personalbedarfe vor.
- Zielgerichtete Personalrekrutierung: Rosti stellt gezielt Ingenieure von Ausbildungsstätten ein, wo die Studierenden sowohl theoretisches als auch praxisorientiertes wissenschaftliches Spritzgießen kennenlernen. Das stellt sicher, dass neue Mitarbeitende von Anfang an mit den Feinheiten der Branche vertraut sind.
- Laufendes Inhouse-Training: In Zusammenarbeit mit Branchenspezialisten wie RJG erhalten Rostis Mitarbeitende regelmäßige Schulungen zu fortgeschrittenen Konzepten wie Decoupled II und III Spritzgießprinzipien, Spezifikationen für Drucksensoren, Interpretation von eDart-Systemausgaben und vieles mehr.
- Vierstufiger Lehrplan: Um sein Engagement für Spitzenleistung weiter zu festigen, hat Rosti ein umfassendes, vierstufiges Schulungsprogramm entwickelt. Dieses Programm ist sorgfältig darauf ausgelegt, Einsteiger im Spritzgießen auf ein Niveau zu heben, auf dem sie bereit sind, einen RJG Master Molder Kurs zu absolvieren. Die Kombination aus interner Ausbildung und wertvoller Betreuung durch hauseigene Master Molder ebnet den Weg für die Entwicklung der nächsten Generation von Teammitgliedern bei Rosti.
Decoupled II und Decoupled III Spritzgießen verstehen
Decoupled II Spritzgießen:
Bei diesem Prozess wird die Form bis zu einer bestimmten Position gefüllt. Anschließend werden die Pack- und Haltephasen kombiniert, wobei der Druck der zweiten Stufe verwendet wird, um die Form vollständig auszufüllen. Dies geschieht so lange, bis das Angusssystem verschlossen ist.
Decoupled III Spritzgießen:
Bei dieser Methode wird die Form zunächst bis zu einer bestimmten Position gefüllt. Danach wird eine sekundäre Füllphase oder ein maschinelles Verpacken verwendet, um die Form bis zu einem festgelegten Kavitätsdruck zu verdichten. Sobald dieser erreicht ist, wird der Prozess beibehalten, bis die Angusssiegelung hergestellt ist.
Das eDart Prozessüberwachungssystem von RJG ist speziell darauf ausgelegt, decoupled Spritzgießprozesse zu unterstützen. Es hilft den Formgebern, kritische Daten zu überwachen, Variablen in Echtzeit zu steuern und Schuss für Schuss für gleichbleibende Ergebnisse zu sorgen. Durch die Integration von Technologien wie Drucksensoren in der Form bietet das eDart-System die nötigen Einblicke und Steuerungen für die präzisen, schrittweisen Abläufe des decoupled Spritzgießens.
Rosti-Ingenieure begleiten das gesamte Prozessfenster
Rosti-Ingenieure sind über den gesamten wissenschaftlichen Spritzgießprozess hinweg intensiv eingebunden. Bereits früh in der Design- und Spezifikationsphase arbeiten sie daran, sowohl das zu fertigende Teil als auch das dafür nötige Werkzeug zu konstruieren. Danach kann der Ingenieur festlegen, wie Drucksensoren in alle neuen Werkzeuge integriert werden.
Sobald die Sensoren installiert sind, ist das Werkzeug bereit für Tests unter Anleitung und Überwachung der Ingenieure. Die Tests werden durchgeführt, um etwaige Variablen sowie die für eine konstante und optimale Produktion erforderlichen Parameter zu identifizieren.
Mit Rückmeldung von Rostis leitenden Prozesstechnikern genehmigen unsere Ingenieure die Auswahl von Decoupled II oder Decoupled III Prozessen für jedes Werkzeug und bestätigen diese Prozesstemplates für PPAP (Production Part Approval Process) und die laufende Produktion. Nach dem Hochfahren der Produktion überwachen die Ingenieure weiterhin die Messwerte und Ergebnisse, um den Prozess bestmöglich zu erhalten und zu optimieren.
Welchen Stellenwert hat Design for Manufacturing im wissenschaftlichen Spritzgießprozess?
Design for Manufacturing (DfM) ist ein zentrales Kriterium zur Kostenreduzierung im Bereich des wissenschaftlichen Spritzgießens. Das erste Unternehmen, das Design for Manufacture and Assembly (DFMA) kommerziell einführte, Boothroyd Dewhurst, Inc., stellte fest, dass 80 % der Kosten eines neuen Produkts direkt auf das Design zurückzuführen sind.
Laut John Gilligan, Präsident von Boothroyd Dewhurst, Inc., „ist die Nutzung von DFMA zur Auswahl der richtigen Strukturen, Materialien, Prozesse und Arbeitskräfte entscheidend geworden, da Unternehmen angesichts des heutigen globalen Marktes nur selten eine zweite Chance bekommen.“
Daher ist der beste Zeitpunkt für einen Werkzeugmacher/Spritzgießer, in den Designprozess eingebunden zu werden, zu Beginn des Entwicklungszyklus. Dies hilft, die Kundenanforderungen optimal zu verstehen und unerwartete Überraschungen zu vermeiden.
Im umfassenden Leitfaden von Rosti zum Design for Manufacturing im Kunststoffspritzguss haben wir einen vierteiligen Ansatz zur Designoptimierung ausgearbeitet. Diese bestehen aus:
Design for Manufacturing
Design for Manufacturing (DfM) beschreibt den Prozess, ein Produkt so zu gestalten oder zu entwickeln, dass dessen Herstellungskosten gesenkt werden. Hierdurch können potenzielle Probleme bereits in der Designphase, also an der kostengünstigsten Stelle, behoben werden.
Design for Functionality
Während des gesamten Konstruktionsprozesses von Kunststoffteilen ist es entscheidend, stets die funktionalen Anforderungen des Teils im Blick zu behalten. Erfahrene Designingenieure sollten Empfehlungen für Anpassungen geben, die sicherstellen, dass das Teil seine Funktion erfüllt – einschließlich der Frage, welchen Belastungen das Teil ausgesetzt ist, welchen chemischen oder korrosiven Stoffen es standhalten muss, funktionaler und kosmetischer Eigenschaften und mehr.
Design for Assembly
Design for Assembly (DfA) ist ein Prozess, bei dem Produkte so gestaltet werden, dass sie einfach zu montieren sind, mit dem übergeordneten Ziel, Montagezeit und -kosten zu reduzieren. Die Reduzierung der Anzahl an Komponenten führt in der Regel zu den größten Kostenvorteilen beim DfA.
Design for Sustainability
Design for Sustainability konzentriert sich darauf, Teile mit Blick auf Messabsichten zu entwerfen – Toleranzen kontinuierlich einzuhalten und dauerhaft korrekt zu messen.
Warum spielt die Materialauswahl eine so zentrale Rolle im wissenschaftlichen Spritzgießen?
Laut Kip Doyle, Autor eines Artikels über die Top 10 Gründe, warum Spritzgießer beim wissenschaftlichen Spritzgießen scheitern, können viele Spritzgießer nicht über einen „maschinenorientierten“ Ansatz hinausgehen und spritzen nicht aus der „Perspektive des Kunststoffs“. Er weist darauf hin, dass zahlreiche Artikel über die vier wesentlichen Kunststoffvariablen (Kunststofftemperatur, Kunststofffluss, Kunststoffdruck sowie Kühlrate und -zeit) geschrieben wurden und ein wissenschaftlicher Spritzgießer diesen Ansatz verstehen und den Prozess aus Sicht des Kunststoffs optimieren muss.
Sich mit Ihrem Spritzguss-Partner frühzeitig auf die Auswahl des besten Harzes im Design for Manufacturability-Prozess abzustimmen, ist entscheidend für den Produktionserfolg eines Teils. Ein guter Ausgangspunkt ist ein grundlegendes Verständnis der beiden Hauptgruppen von Harzen – amorph und teilkristallin.
Polymere bestehen aus Strukturen, die anhand ihres Kristallinitätsgrades definiert sind – also wie die Moleküle des Polymers gepackt sind.
Kristalline Strukturen sind in den meisten Fällen sehr geordnet, was dem Material Festigkeit und Steifigkeit verleiht. Amorphe Polymere sind das Gegenteil. Manchmal ist die Unterscheidung zwischen beiden nicht eindeutig. Bei den meisten Polymeren existiert eine Mischung aus kristallinen und amorphen Strukturen. Die jeweilige Verarbeitung des Polymers bestimmt das exakte Verhältnis.
In unserem Artikel zur Vorbereitung der Materialauswahl für das Spritzgießen erläutern wir die Unterschiede von Polymeren noch genauer.
Wenn Sie den vorgesehenen Einsatzzweck Ihres Spritzgussteils berücksichtigen, ist das Verständnis dieser Schlüsselm Eigenschaften entscheidend, um das beste Harz auszuwählen.
Teileaussehen und Geometrie
Das Gesamterscheinungsbild und die Geometrie eines Teils wirken sich maßgeblich auf die Spritzgießfähigkeit und die Harzauswahl aus. Das Design – einschließlich Größe, Form und Wandstärke – kann ein Teil anfälliger für Fehler machen, während Merkmale wie Schnappverschlüsse, Hinterschneidungen, Dome, Rippen usw. den Spritzgießprozess erschweren können.
Es ist unerlässlich, dass Spritzgießer die neueste Technologie einsetzen, um Simulationen durchzuführen, die die Werkzeugauslegung und Harzauswahl vor der Produktionsfreigabe optimieren – hier liefert die SolidWorks Premium Plastics Flow Simulation frühzeitig wertvolle Vorhersagen.
Teilstärke und Flexibilität
Auch die Materialauswahl spielt eine entscheidende Rolle für die Festigkeit und Flexibilität Ihres Spritzgussteils. Wenn spezifische Anforderungen frühzeitig im Designprozess berücksichtigt werden, lassen sich teure Änderungen später vermeiden. Die richtige Balance zwischen Eigenschaften wie Steifigkeit, Haltbarkeit, Zähigkeit und weiteren ist entscheidend für optimale Funktionalität.
Einsatz von Additiven
Kann die gewünschte Materialleistung nicht mit verfügbaren Harzen erzielt werden, können maßgeschneiderte Mischungen erstellt werden, um die Eigenschaften mehrerer Harze zu kombinieren. Durch die Verstärkung von Materialien mit Additiven kann die Teilefestigkeit erhöht sowie die Steifigkeit verbessert werden, was Verzug und Schrumpf minimieren kann. Additive wie Glas- oder Kohlefasern können die Teileleistung verbessern und gleichzeitig Fließverhalten, Auswurf sowie Verteilung optimieren.
Hochtemperatur-Materialien
Wir haben bereits die wichtige Rolle des Designs beim Spritzgießprozess erwähnt – insbesondere, wenn Hochtemperaturmaterialien eingesetzt werden, um die Festigkeit, Stabilität und weitere für die jeweilige Anwendung wichtige Eigenschaften zu erhöhen. Konventionelle Spritzgießverfahren sind bei Hochtemperatur- und exotischen Harzen nicht immer effektiv.
Einige Eigenschaften von Hochtemperatur- und exotischen Harzen sind einzigartig und können sich je nach Anwendung unterschiedlich verhalten. Um sowohl das Design als auch das Material optimal zu nutzen, müssen erfahrene Designingenieure und Spritzgießer eine Reihe von Faktoren berücksichtigen. In diesem Beitrag werden einige grundlegende und fortgeschrittene Tipps vorgestellt, die bei der Konstruktion von Spritzgussteilen aus Hochtemperatur- oder exotischen Harzen beachtet werden sollten.
Berechnung der Kunststoff-Verweilzeit
Die Kunststoff-Verweilzeit ist die Zeit, in der Kunststoff oder Harz während der Herstellung der Hitze ausgesetzt ist.
Die Berechnung der spezifischen Kunststoff-Verweilzeit für den jeweiligen Herstellungsprozess verbessert die Materialleistung und das Gesamtprodukt.
Das Verständnis der Verweilzeit des Materials im ersten Abschnitt der Schnecke kann dabei helfen, die optimale Zeit und Temperatur für Ihre Fertigungsanforderungen zu bestimmen.
Was beeinflusst die Kunststoff-Verweilzeit?
Wenn die Kunststoff-Verweilzeit zu lang ist, kann dies die Qualität des Bauteils auf verschiedene Arten beeinträchtigen:
- Allgemeine Schwächung der produzierten Teile
- Farbabweichungen
- Für das Auge nicht sichtbare Materialschädigung
- Ein insgesamt beeinträchtigtes Produkt
Sie kann jedoch auch die Maschinenleistung beeinflussen, was zu Schwankungen in der Schmelzqualität und im Schussgewicht sowie in der Schmelztemperatur führt.
Egal wie viele allgemeingültige Formeln oder Berechnungen existieren, sollte die Kunststoff-Verweilzeit von jedem Hersteller individuell berechnet werden, um das passende Verhältnis für das jeweilige Produkt zu bestimmen.
Rosti nutzt wissenschaftliche Spritzgießpraktiken, um mit aufgezeichneten Daten die Qualitätskontrolle zu bewerten und gegebenenfalls Korrekturen an den Werkzeugen vorzunehmen. So wird die Bauteilqualität insgesamt verbessert und negative Folgen einer falsch berechneten Kunststoff-Verweilzeit vermieden.
Erfahren Sie hier mehr über die Bedeutung der Berechnung der Kunststoff-Verweilzeit.
Kunststoff-Variablen erfordern ein Verständnis für die Eigenschaften des zu verarbeitenden Werkstoffs und dessen bevorzugten Verarbeitungsbedingungen. Wenn die wichtigsten Eigenschaften, das Verhalten und die Reaktion eines Materials auf die Verarbeitung bekannt sind, können wissenschaftliche Spritzgießer den Prozess optimieren, um möglichst gleichmäßige Teile herzustellen.
Welche Merkmale des wissenschaftlichen Spritzgießens werden für Bauteildesign und Werkzeugoptimierung genutzt?
Die Herstellung von Werkzeugen für Prototypen und Serienteile stellt eine der zeitaufwändigsten und teuersten Phasen bei der Entwicklung neuer Produkte dar. Um Fertigungszeiten und Kosten zu reduzieren, wurden durch die Weiterentwicklung wissenschaftlicher Spritzgießverfahren Prototypen- und Fertigungsprozesse rapide optimiert.
Wissenschaftliches Spritzgießen bedeutet, mit Hilfe von Daten einen Prozess zu entwickeln, der gleichbleibende Ergebnisse mit nur minimalen Abweichungen liefert. Durch Materialkompetenz und Prüfungen können die Maßhaltigkeit und die mechanischen Eigenschaften eines Formteils optimiert werden. Dies wird häufig durch Moldfill-Simulationen und Prozesssteuerungssysteme erreicht. Prognostische Einblicke, Prozessvalidierung und vollständige Prozessdokumentation sind entscheidend für die Herstellung anspruchsvoller Bauteile.
Optimierung des Bauteils
Konstruktionsingenieure sollten auf Erfahrungen und Fachwissen zurückgreifen, um das Bauteildesign für spezielle Anwendungen zu optimieren. Wissenschaftliche Spritzgießelemente im Zusammenhang mit der Bauteilgestaltung können den Einsatz aktueller Software und Technologien beinhalten – darunter rechnergestützte Entwicklung, Moldflow und Prototypenentwicklung zur Validierung des späteren Einsatzes des Bauteils.
Zu den Konstruktionsaspekten können gehören:
- Radius, Ausformschräge, Einfallstellen, Wandstärke usw.
- Angussposition
- Nahtstellenpositionen
- Umwelt- / Anwendungseinflüsse
- Bauteil-Ästhetik
Spritzgießer sollten verstehen, wie sie vermeiden, ein Bauteil zu entwerfen, das Werkzeug zu bauen und mit dem Spritzgießprozess zu beginnen, nur um festzustellen, dass das Design in der Produktion nicht funktioniert. Prototypenwerkzeuge sind eine hervorragende Methode, um kritische Werkzeug- und wissenschaftliche Spritzgießparameter zu validieren und zu optimieren.
Werkzeugoptimierung
Wissenschaftliche Spritzgießverfahren können auch zur Optimierung des Werkzeugdesigns oder zur Verbesserung schlecht konstruierter Werkzeuge eingesetzt werden. Es ist essenziell, dass Spritzgusswerkzeuge hinsichtlich ihrer Leistungsfähigkeit bei der Herstellung gleichbleibender, fehlerfreier Teile bewertet werden. Ingenieure sollten jeden Aspekt der mechanischen Funktionalität eines Werkzeugs unter Verwendung der geeigneten Materialeinstellungen prüfen.
Anschließend können Tests durchgeführt werden, um etwaige Ungleichgewichte zwischen den Kavitäten zu überprüfen. Nach Abschluss dieser Analyse kann eine Anschnittveriegelungsstudie durchgeführt werden, um Daten darüber zu sammeln, an welchen Stellen in den Formkavitäten sich die Anschnitte vollständig verschließen. Das Festhalten der Erkenntnisse und die Empfehlung von Anpassungen im Prozess oder Werkzeug sind entscheidend, um potenzielle Mängel zu beheben.
Der Einfluss der Qualitätskontrolle im wissenschaftlichen Spritzgießen
Die Qualitätskontrolle ist integraler Bestandteil der Verfeinerung und Perfektionierung des wissenschaftlichen Spritzgießprozesses. Die Fähigkeit, aufgezeichnete Daten auszuwerten und zu analysieren, ermöglicht proaktive Anpassungen, um die Gesamtqualität der gespritzten Teile zu verbessern. Sobald diese Qualitätsmaßstäbe erreicht sind, sorgen wissenschaftliche Prinzipien beim Spritzgießen für einen wesentlich effizienteren Fertigungsablauf. Diese erhöhte Effizienz ist so ausgeprägt, dass der Bedarf an Bedienereingriffen und Maschinenüberwachung deutlich sinkt.
Fortschrittliche Spritzgießer setzen heute bahnbrechende Strategien der „Lights-Out-Fertigung“ ein. In diesen Lösungen übernimmt hochentwickelte Automatisierung Aufgaben, die traditionell menschlicher Intervention bedurft hätten – ein Beispiel für das Potenzial moderner Fertigungstechnologie.
Die kontinuierlichen Fortschritte im wissenschaftlichen Spritzgießen verschaffen Herstellern technologiegestützte Prozesse, die eine starke Wettbewerbsfähigkeit auf globaler Ebene ermöglichen.
Zusätzlich bietet RJG Spritzgießern die Möglichkeit, wichtige Parameter in Echtzeit zu überwachen. Durch die Bereitstellung von Einblicken in kritische Variablen können Hersteller eine gleichbleibende Qualität gewährleisten, Ausschuss reduzieren und ihre Spritzgießprozesse stabilisieren. Dieses System trägt auch dazu bei, Schwankungen des Forminnendrucks zu überwachen und stellt sicher, dass die Produktqualität über verschiedene Fertigungsaufträge hinweg konstant bleibt.
Die Forminnendrucksensoren von RJG bieten eine zusätzliche Ebene der Überwachung und Kontrolle. Die Messung und Steuerung des Drucks innerhalb des Werkzeugs ist ein entscheidender Faktor für die Erzielung gleichbleibend hochwertiger Teile.
Da historische Verarbeitungsdaten für jeden Schuss aufgezeichnet werden können, verfügen Spritzgießer über einen umfangreichen Informationsschatz, um ihre Prozesse zu analysieren und zu verbessern. Dieser datengetriebene Ansatz ermöglicht ein proaktives Reagieren auf Qualitätsabweichungen und führt zu vorhersehbareren und zuverlässigeren Ergebnissen.
Wie das wissenschaftliche Spritzgießen das Spritzgießen verändert hat
Die Fortschritte im wissenschaftlichen Spritzgießen haben die Kunststoffindustrie maßgeblich beeinflusst. Unternehmen konnten nicht nur in den Bereichen Kosten und Durchlaufzeiten Verbesserungen erzielen, sondern auch die Wahrscheinlichkeit von Fehlern senken und die Gesamtqualität der gefertigten Produkte steigern. Weitere Beispiele sind:
Wettbewerbsvorteil
Bei der Entwicklung und Herstellung komplexer Spritzgussteile bringt es viele Vorteile, einen Partner zu haben, der modernste Verfahren anwendet und zudem geografisch gut erreichbar ist. Viele Unternehmen erkennen die Vorteile, wenn sich ihre Fertigungspartner in ihrer Nähe befinden. Die Fähigkeit, schnell zu reagieren und wichtige Änderungen in kurzer Zeit vorzunehmen, ist ein entscheidender Faktor bei der Auswahl eines Herstellers. Wenn Produktionsstätten fortschrittliche Fertigungsprozesse – einschließlich Lights-Out-Funktionen – einsetzen, signalisiert das den Partnern, dass effizient und produktiv gearbeitet wird.
Schnellere Durchlaufzeit bei geringeren Kosten
Werden Fertigungsprozesse intelligent und datenbasiert eingerichtet und überwacht, steigern Unternehmen ihre Produktionskapazitäten und erledigen Aufträge deutlich schneller. Obwohl es nicht für jedes Projekt geeignet ist, ist automatisiertes Spritzgießen vor allem für mittelgroße und große Serien geeignet, also bei etwa 2.000 Stunden pro Jahr oder mehr.
Darüber hinaus können die durch wissenschaftliches Spritzgießen erzielten Kapazitäts-, Geschwindigkeits- und Arbeitseffizienzen an den Kunden weitergegeben werden – was letztlich die Gesamtkosten reduziert. Bei angemessener Steuerung verbessert der Prozess zudem die Flexibilität der OEM-Produktion.
Hochqualifiziertes Personal
Wenn wir von Automatisierung, Lights-Out-Fertigung und anderen wissenschaftlichen Spritzgussangeboten eines Spritzgießers sprechen, liegt der Fokus oft auf den Vorteilen der Reduzierung menschlicher Arbeit. Während der Prozess eine effizientere Produktion ermöglichen und mit weniger Personal auskommen kann, können nicht alle Projekte rein technologisch abgewickelt werden. Modernste Technologien und Verfahren erfordern nach wie vor hochqualifizierte und engagierte Mitarbeitende, die kompetente Entscheidungen treffen und die Anlagen instand halten können.
Schutz des geistigen Eigentums
Wenn Hersteller auf Innovation und eine schnelle Markteinführung angewiesen sind, um wettbewerbsfähig zu bleiben, kann das Auslagern verschiedener Produktionsschritte das Design für Patentverletzungen, Produktfälschungen und mehr anfällig machen. Die Zusammenarbeit mit einem seriösen und kompetenten Partner, der alles von Konstruktion über Entwicklung bis zur Fertigung unter einem Dach behält, stellt sicher, dass das Unternehmen sein gesamtes geistiges Eigentum sowie sämtliche im Prozess gewonnenen Erkenntnisse behält und schützt.
Ist die Zusammenarbeit mit einem Spritzgießer, der wissenschaftliches Spritzgießen einsetzt, teurer?
Sie können Kosten sparen, wenn Sie mit einem Spritzgießer zusammenarbeiten, der wissenschaftliche Verfahren nutzt, um Werkzeuge intelligent zu konstruieren und Teile zu validieren. Werden Werkzeuge durchdacht entwickelt, wird weniger Material benötigt und die Anzahl an Fehlern sinkt – beides trägt direkt zur Kostenreduzierung bei.
Darüber hinaus erzielt die Zusammenarbeit mit einem Spritzgießer, der Verbesserungsmöglichkeiten schon während einer Design-for-Manufacturing-Analyse erkennt, erhebliche Einsparungen. Das frühzeitige Erkennen von konstruktiven Problemen bei Radien, Auszugswinkeln, Wandstärken, Anschnittposition und anderen formbaren Merkmalen verhindert finanzielle wie optische Nachteile im weiteren Verlauf. Tatsächlich werden bis zu 80 Prozent der Herstellungskosten bereits durch Konstruktionsentscheidungen bestimmt.
Warum Rosti für Ihr nächstes wissenschaftliches Spritzgussprojekt?
Wissenschaftliches Spritzgießen ist ein systematischer und umfassender Ansatz, die Effizienz, Kostenstruktur und Produktionsmöglichkeiten zu schaffen, die Hersteller benötigen, um global wettbewerbsfähig zu sein.
Die Implementierung wissenschaftlicher Spritzgießverfahren gibt Rosti die Möglichkeit, unseren Kunden sowohl höchste Qualität als auch Kosteneinsparungen zu bieten. Mit modernster Technologie und Prozessen können wir Teile effizienter fertigen und gleichzeitig den Prüfaufwand zur Sicherstellung guter Teile verringern. Das hochqualifizierte und kompetente Rosti-Team gibt unseren Kunden die Sicherheit, dass ihre Produkte vom ersten bis zum zwei-millionsten Teil und darüber hinaus gleichbleibend produziert werden.
Möchten Sie mehr über Rostis wissenschaftliche Spritzgießverfahren erfahren? Wenn Sie mehr über unseren Ansatz wissen oder Ihr nächstes Projekt besprechen möchten, kontaktieren Sie uns noch heute!