Plastic Residence Time: Calculation and Process

From the specific plastic you use, your mold, temperature, material density, and the machine itself and its individual components, there are many variables that can make or break the injection molding process.
One thing is certain: Processing outside the recommended plastic residence time—either too long or too short—can cause significant quality issues. Even worse, not all of these issues are immediately visible, such as inconsistent melt quality, color variation, or weakened parts.
Taking the time to calculate the specific plastic residence time for your manufacturing process will improve your material’s performance and the overall final product.
What is Plastic Residence Time?
Plastic residence time is the length of time that plastic or resin is exposed to heat during fabrication.
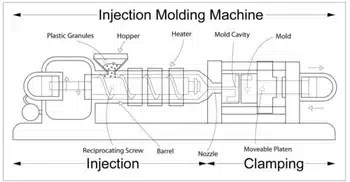
An injection system features a hopper, barrel, reciprocating screw, and an injection nozzle. The shot size is the maximum amount of plastic injection material that can be injected in a single molding cycle. Pellets are fed through the hopper into the barrel and screw assembly. The barrel houses the reciprocating screw, where the material is melted by heat conducted from the electric resistance heater bands around the barrel. The reciprocating screw compresses, melts, and meters the material.
The size of the shot and barrel affect the length of residence times, which in turn can impact product quality. Small shot sizes using only a portion of the barrel capacity can lead to long residence times and polymer degradation. On the other hand, large shot sizes using more than 50% of the barrel capacity can result in poor melt uniformity and extended screw recovery time.
The Importance of Plastic Residence Time
Material is quickly impacted by the length of time and the temperature it’s exposed to. Some polymers, according to the Injection Molding Handbook, are “hydrolytically degradable and may suffer undesirable depolymerization effects due to chemical reaction of moisture with the polymer prior to devolatilization.”
Understanding how long material stays in the first stage of the screw can help you determine the optimal time and temperature for your manufacturing needs.
What Does Plastic Residence Time Affect?
Plastic residence time affects part quality in several ways:
- General weakness in produced parts
- Color variation
- Degradation that isn’t visible to the naked eye
- An overall compromised product
However, it can also impact machine performance, lead to inconsistency in melt quality and shot weight, and affect the melt temperature.
What You Need to Know Before Calculating Your Residence Time
Before calculating residence time, it’s important to understand the different components involved.
The Difference Between Residence Time and Shot Size
Shot size is the amount of resin that should be injected into the mold. Residence time is based on the shot size, barrel size, and the screw inventories in the channels.
The screw has several functions. It moves material through the barrel, mixes the material, compresses it to maximum density, and moves the material into the mold. The screw’s size and design affect how much space is available to the plastic inside the barrel. It’s common for manufacturers to have more than one screw and barrel option.
Formulas and Tips to Calculate Your Residence Time
As you look over various formulas and suggestions for determining your own residence time calculation for a new machine or a mold that’s not yet been built, you may want to start with a mold analysis first.
Calculations
There are several different methods for calculating plastic residence time. Here are two options to help you better understand the factors involved.
Calculation #1:
Barrel size = 3.14 x (Barrel radius)^2 x (Barrel length)
Screw size = 3.14 x (Average root radius of the screw)^2 x (Barrel length)
Volume of the shot = Barrel volume minus screw volume
Plastic residence time then equals the number of shots times your cycle time.
Calculation #2
Shot capacity divided by 1.05 times material density at room temperature = Inventory
Plastic residence time = Inventory divided by shot size times cycle time / 60
Hot tips
- Keep in mind melt densities. You’ll want to run calculations for the material weight in its solid state and its molten state.
- Start with a clean, uncontaminated barrel.
- The recommended barrel capacity is between 25% and 65%, plus an additional 10% for safety.
- If possible, use volume and melt densities instead of weight.
Take the Time to Make the Calculations
No matter how many shared formulas or calculations there are, plastic residence time should be calculated by each individual manufacturer to determine the ratio that works for their specific product.
Using scientific molding practices, Rosti uses recorded data to assess quality control and make any needed adjustments to tooling, improving overall part quality and avoiding the negative effects of incorrectly calculated plastic residence time.
Rosti has the most advanced technology and equipment, along with the technical expertise and experience to successfully produce the highest quality plastic parts for your unique application. Learn how Rosti goes above and beyond to be a supplier you can trust.