Modelare științifică
Turnare prin injecție Ghid complet pentru modelarea științifică
Nu este greu de înțeles cum computerele și inovația au avut un impact pozitiv asupra tuturor tipurilor de industrii în ultimii peste 35 de ani. Industria turnării prin injecție nu face excepție. Modelarea prin injecție a plasticului, în prezent, se bazează în mare parte pe o abordare științifică.
Ce este modelarea științifică?
Modelarea științifică este un proces prin care etapele de umplere, compactare și menținere sunt tratate separat pentru a minimiza fluctuațiile, îmbunătățind în același timp consistența generală a produsului. Separarea etapelor este cunoscută și sub denumirea de turnare prin injecție decuplată. Producătorii care utilizează echipamente, software și practici de turnare prin injecție științifică pot, potrivit educatorului de modelare științifică John Bozzelli, „reduce timpii de ciclu, crește eficiența utilajelor și, în cele din urmă, obține mai mult profit.”
Care este diferența dintre turnarea tradițională și cea științifică?
În metoda tradițională de turnare prin injecție, matrița este umplută cu o singură injecție sub o presiune constantă pentru a compacta cavitatea. În modelarea științifică, cavitatea este umplută în proporție de aproximativ 90-97% la o viteză determinată. În etapa următoare, utilajul trece de la controlul vitezei la controlul presiunii, unde cavitatea este umplută sau „împachetată” complet pentru a finaliza procesul.
Metoda științifică permite o consistență mai bună de la o injecție la alta și un control îmbunătățit asupra specificațiilor piesei. În schimb, variațiile mari ale dimensiunilor pieselor apar adesea de la un ciclu la altul atunci când se folosește metoda tradițională de turnare prin injecție.
O abordare științifică a turnării prin injecție este esențială în special în producția de piese și componente complexe, unde chiar și cele mai mici variații ale parametrilor pot avea un impact semnificativ asupra procesului sau produsului finit. Astfel, obiectivul turnării prin injecție științifice cuprinde două strategii cheie:
- Dezvoltați un proces care produce rezultate repetabile cu variații minime
- Optimizarea caracteristicilor dimensionale sau mecanice ale unei piese turnate
Factori în modelarea bazată pe știință
Un alt aspect al procesului tradițional de turnare ține de controlul bazat pe utilaj. Se credea că există 20 sau mai multe setări ale utilajului care ar putea influența diverse probleme ale produsului modelat (dimensiuni, goluri, deformări și alte probleme de calitate). Cercetarea a urmărit să găsească paralelisme între problemele pieselor și setările utilajului.
De-a lungul multor ani, când s-a constatat că setările utilajului aveau o corelație mică sau inexistentă cu calitatea piesei, cercetarea s-a orientat de la metoda tradițională, bazată pe controlul mașinii, către o abordare bazată pe știință. „Perspectiva plasticului” a devenit noul unghi revoluționar al cercetării moderne, bazată pe legile științei și nu pe setările mașinilor de injecție. Donald C. Paulson a fost pionierul acestei abordări științifice, dezvoltând un laborator de cercetare a plasticului la General Motors Institute în a doua jumătate a anilor 1960.

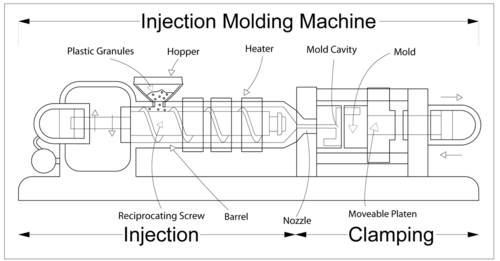
Etapele procesului de turnare prin injecție
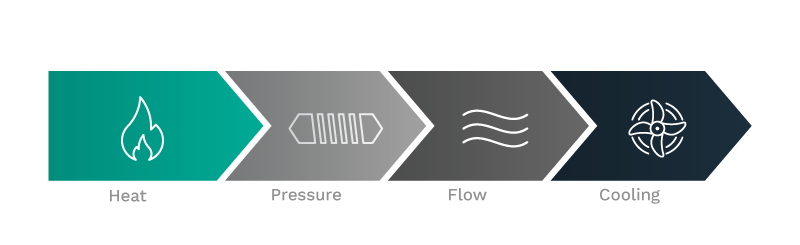
Dl. Paulson s-a concentrat pe cele patru etape ale procesării plastice prin turnare prin injecție, considerate a controla cel mai bine proprietățile piesei turnate: căldura, presiunea, curgerea și răcirea. Fiecare dintre acestea, a emis ipoteza Paulson, „ar fi guvernate de legile fizicii. În primul rând, Legile transferului de căldură; în al doilea rând, legea curgerii fluidelor a lui Poiseuille; și în al treilea rând, Ecuația de stare pentru plastic.”
Măsurarea și înregistrarea variațiilor utilajului și plasticului pentru fiecare dintre cele patru cicluri, pe parcursul a patru ani, i-a condus pe Paulson și pe echipa sa de cercetători la câteva concluzii care au schimbat industria:
- Legile fizicii după care se comportă alte materiale se aplică și procesării plasticului
- Cei patru parametri ai plasticului determină caracteristicile și proprietățile pieselor turnate
Abordarea științifică a turnării nu elimină necesitatea ca operatorul să cunoască setările utilajului sau modul în care aceste controale pot influența producția și calitatea pieselor. Însă ajută operatorul să ia decizii mai bune referitoare la setările de control și durata ciclurilor, precum și la rezolvarea eventualelor probleme la apariția acestora.
Etapele modelării științifice și rolul controlului avansat al procesului
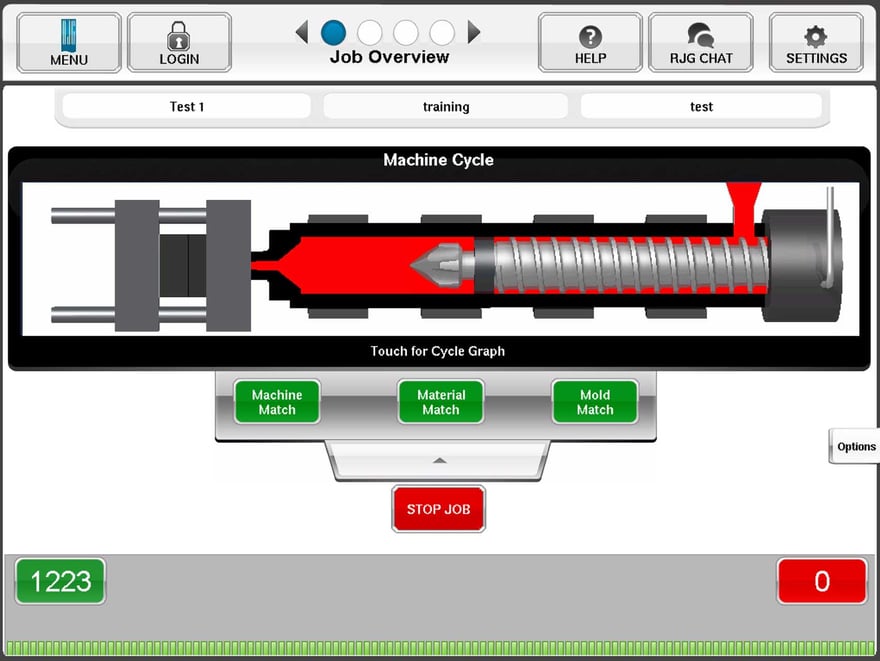
Modelarea științifică, în esența sa, pune accentul pe decuplarea etapelor esențiale din procesul de turnare. Această decuplare asigură precizie, acuratețe și control asupra fiecărei faze a ciclului de turnare prin injecție. Odată cu avansul tehnologic, în special prin introducerea sistemului RJG eDart®, producătorii pot obține acum niveluri superioare de control și consistență.
Folosind echipamente și instrumente software de măsurare, precum sistemul RJG eDart, variabilele fiecărui ciclu din interiorul matriței sunt evaluate continuu. Această monitorizare în timp real este ghidată de legile imuabile ale fizicii care guvernează materialele plastice. Aceste legi, referitoare la căldură, presiune, curgere și răcire, sunt controlate cu atenție sub supravegherea unor ingineri specializați, asigurând că fiecare componentă respectă cele mai înalte standarde.
- Prima injecție: Cavitatea este umplută la aproximativ 98% din capacitate, viteza fiind parametrul principal de control.
- Umplere și compactare: Cavitatea se umple complet. Materialul este apoi comprimat sau „împachetat” în cavitate, menținându-se o presiune constantă. Cu sistemele RJG eDart, controlul utilajelor se realizează pe baza presiunii plastice din interiorul matriței. Această trecere la controlul după presiunea din plastic, nu doar după parametrii utilajului, oferă o fereastră de proces mult mai robustă.
- Răcire și stabilizare: Pe măsură ce piesa se răcește, aceasta se stabilizează. Abia după ce a atins stabilitatea dorită, piesa este ejectată, iar utilajul este pregătit pentru următoarea injecție dozată.
Această abordare decuplată, sporită de tehnologii precum RJG eDart, oferă producătorilor un control sporit asupra dimensiunilor pieselor. Mai important, asigură o calitate constantă de la un ciclu la altul, cunoscută în industrie ca și consistența de la injecție la injecție (shot-to-shot consistency). Cu astfel de controale avansate ale procesului, Rosti poate garanta clienților săi o calitate remarcabil de constantă a produselor.
Avantajele modelării științifice
Nu este greu de imaginat o lume fără principiile modelării științifice: variații mari ale produselor cauzate de fluctuații ample de temperatură, presiune și vâscozitate, timpi de ciclu mai lungi, eficiență scăzută a utilajelor, costuri mai mari, mai multe rebuturi și piese de calitate inferioară pentru clienți.
După cum am menționat în articolul nostru despre avantajele modelării științifice, „Practicile de modelare științifică sunt esențiale pentru a obține rezultate care oferă cicluri mai rapide, un volum mai mare și un proces de injectare mai eficient.” În plus, „problemele de control al calității pot fi evitate prin implementarea unui control automatizat al conținutului și a trasabilității pentru anumite aplicații.”
Quote Style
“Scientific molding practices are essential to achieving outcomes that deliver faster cycles, higher volume, and a more efficient injection molding process.”
Tehnologia din spatele modelării științifice oferă producătorilor capacitatea de a opera mai eficient, creând totodată oportunitatea obținerii unui avantaj competitiv la nivel global. Totodată, furnizează OEM-urilor și clienților piese de calitate superioară și mai puține rebuturi la costuri mai scăzute.
Principiile și tehnologiile implicate în modelarea științifică rezolvă problema producerii, de fiecare dată, a unor piese bune cu ajutorul mașinilor de injectare.
Rolul tehnologiei în modelarea științifică
Adevăratul potențial al modelării științifice se evidențiază atunci când este asociat cu cele mai noi progrese în tehnologia de injectare. Deși este o practică bazată pe legile fizicii, eficiența ei depinde considerabil de inovațiile tehnologice, în special în domeniile ingineriei, echipamentelor și software-ului.
Un exemplu excelent al acestei sinergii este adoptarea de către Rosti a sistemului RJG eDart pentru control avansat al procesului. Acest sistem, care se concentrează pe controlul și monitorizarea presiunii plasticului în interiorul matriței, a avut un rol esențial în transformarea modului în care companiile de injecție abordează procesul. Nu mai este vorba doar de setarea mașinilor sau de controlul generic al calității; ci de utilizarea tehnologiei de vârf pentru a asigura cea mai înaltă calitate și, în același timp, economii de costuri.
De la setarea inițială a mașinii până la detaliile complexe ale controlului calității și tot ceea ce intervine între ele, tehnologia, precum sistemul RJG eDart, subliniază importanța inovației continue. Astfel de progrese au făcut posibil ca producătorii de mase plastice să nu doar satisfacă, ci să și depășească cerințele exigente ale clienților. În acest context, tehnologia nu este doar un factor facilitant; este un element ce schimbă complet regulile jocului pentru succesul general al procesului de injectare. Să analizăm mai departe în cele ce urmează.
Rolul software-ului de simulare a fluxului de material în modelarea științifică
Principiile modelării științifice implică o abordare bazată pe date. Iar datele fac posibilă îmbunătățirea și obținerea unor rezultate repetabile. De exemplu, Rosti utilizează software-ul de simulare a fluxului de material de la SOLIDWORKS®. Ca instrument de validare a proiectării în fază incipientă pentru producătorii de componente injectate, acesta oferă o perspectivă predictivă asupra proiectului componentelor din plastic. Unele beneficii cheie ale tehnologiei software de la SOLIDWORKS includ:
- Un ciclu mai scurt de dezvoltare a produsului și reducerea generală a timpului până la lansarea pe piață, prin obținerea unei perspective predictive asupra proiectării componentelor încă din fazele inițiale.
- O mai bună înțelegere a geometriei componentelor din plastic, care în alte condiții ar fi dificil sau costisitor de anticipat.
- Capacitatea de a identifica în avans potențiale probleme, cum ar fi amprentele de contracție, liniile de sudură, injecțiile incomplete, precum și alte defecte și imperfecțiuni ale pieselor.
Pe scurt, SOLIDWORKS ajută producătorii prin injecție să realizeze designul piesei corect din prima încercare. Procedând astfel, aceștia pot elimina costurile suplimentare pentru retușarea matrițelor, pot îmbunătăți calitatea produselor și pot reduce timpul de lansare pe piață.
Rolul RJG în modelarea științifică
Deși este renumit pentru serviciile sale de consultanță și formare – oferind cursuri de referință precum modelarea decuplată, modelarea de înaltă performanță și certificările Master Molder 1 & II – sistemul eDart de la RJG s-a dovedit revoluționar în procesul de modelare de la Rosti.
Adoptarea de către Rosti a sistemului de control RJG eDart a fost una cu adevărat transformatoare. Conceput pentru a oferi operatorilor informații critice, sistemul eDart excelează în reducerea rebuturilor, asigurarea stabilității procesului și obținerea unor rezultate repetabile și de calitate superioară.
Obiectivele Rosti au fost întotdeauna menținerea unor rate ridicate de utilizare a presei. Astfel de aspirații au impus o flotă agilă de prese și o dedicare constantă principiilor modelării științifice. Sistemul eDart, cu senzorii săi avansați de presiune în matriță, a îmbunătățit operațiunile Rosti, oferind un control și o flexibilitate fără precedent.
Totul a început în septembrie 2009, când Rosti, confruntându-se cu provocări unice, a integrat sistemul eDart în două dintre prese. Această integrare s-a dovedit atât de benefică, încât a urmat rapid extinderea tehnologiei. Până în 2010, Rosti s-a angajat într-o inițiativă de doi ani pentru a dota fiecare presă cu sistemul eDart. Această urmărire a excelenței a garantat că angajamentul nostru pentru controlul de proces în circuit închis nu a reprezentat doar o strategie, ci a devenit un element definitoriu al culturii noastre organizaționale.
Unul dintre rezultatele decisive, după cum a remarcat Kurt Behrendt, director de inginerie la Rosti, a fost „schimbarea radicală în gestionarea consistenței pieselor din diferite loturi de material.” Acest lucru a fost posibil datorită capacității sistemului eDart de a monitoriza și corecta fluctuațiile de presiune a plasticului în matriță. Rezultatul? O consistență fără egal a produselor injectate la Rosti.
Avantajele principale ale integrării sistemului eDart de la RJG în procesul nostru de modelare științifică includ:
- Înregistrarea datelor istorice pentru fiecare ciclu de injectare, facilitând analize de o acuratețe remarcabilă.
- Monitorizare a producției în timp real, asigurând intervenții rapide atunci când este necesar.
- Cresterea semnificativă a asigurării calității, rezultând piese mai consecvente, de top.
- Reduceri drastice ale rebuturilor și timpilor de procesare, ceea ce crește eficiența operațională.
În domeniul modelării științifice, combinarea software-ului de simulare a fluxului, a sistemelor de control al procesului și a tehnologiilor precum eDart stă la baza unei strategii solide de automatizare. În continuare, vom aprofunda modul în care automatizarea susține acest proces.
Cum susține automatizarea modelarea științifică
Am discutat despre știința modelării din perspectiva legilor fizicii, a etapelor procesului și a rolului tehnologiei în proiectare, inginerie și controlul procesului. Dar modelarea științifică nu se rezumă doar la acestea. Nici pe departe. Ea implică și beneficiază de automatizare și de o forță de muncă foarte calificată.
În această secțiune, vom discuta impactul automatizării asupra modelării științifice, iar în următoarea – importanța inginerilor și tehnicienilor specializați.
Invenția și implementarea uneltelor automate și a roboților au influențat pozitiv aproape orice industrie. Iar industria de injectare nu face excepție. Să nu existe dubii: cu cât o companie de injecție plastic își poate automatiza mai mult operațiunile, cu atât va reuși să-și dezvolte afacerea și să obțină un avantaj competitiv la scară globală.
Semnul suprem al unei operațiuni de modelare științifică este o facilitate de producție complet automatizată, precum cea inițiată de Rosti în 2011 la fabrica de pe Bunsen Drive. O astfel de facilitate complet automată mai este numită uneori și „lights out”, adică funcționează fără personal prezent permanent. Procesul de producție de la fabrica Rosti de pe Bunsen Drive este atât de special, încât compania a obținut patentul SUA nr. 8,827,674 B1 pentru această metodă: Un sistem specializat de fabrică pentru injectare și facilitate asociată, cu mașini pe parter și alimentarea cu rășină amplasată la un nivel superior (mezanin).
Ce înseamnă să operezi lights-out?
Acum patru ani, am publicat cum o facilitate de producție lights-out a transformat injectarea prin turnare. În acel articol am descris procesul lights-out astfel:
„Producția lights-out descrie procesul în care fabricile și facilitățile de producție sunt dotate cu utilaje inovatoare și automatizate pentru a efectua sarcini care, în mod normal, ar necesita prezența unui om. Practic, unitatea de producție poate funcționa „lights-out” – adică fără asistență semnificativă din partea forței de muncă, fără lumini, căldură și alți factori costisitori pentru o afacere. Procesele de producție lights-out permit companiilor să își mențină facilitățile în funcțiune 24 de ore din 24, 7 zile din 7, fără a necesita mai multe schimburi de lucru.”
În acest articol am menționat, de asemenea, că „Nu doar că a permis companiilor să se îmbunătățească în ceea ce privește costurile și timpul de răspuns, ci le-a permis și producătorilor de piese din plastic să reducă riscul de defecte și să crească calitatea generală a produselor realizate.” Am menționat mai multe moduri în care o facilitate lights-out a transformat injectarea prin turnare, și anume:
- Producătorii din SUA pot obține un avantaj competitiv la nivel global.
- Comenzile mari pot fi finalizate rapid fără a crește costurile prin adăugarea de noi schimburi.
- Cerințele privind controlul calității, livrarea și limitarea costurilor pot fi atinse.
- Necesită o forță de muncă foarte bine pregătită și dedicată pentru a gestiona și întreține echipamentele și procesele de automatizare de ultimă generație.
Da, modelarea științifică include tehnologii precum software-ul de simulare a umplerii matriței, controlul procesului RJG eDart, sisteme de manipulare a materialelor de ultimă generație, sisteme de transport al pieselor, robotică și o facilitate complet automatizată, lights-out.
Quote Style
“Lights-out manufacturing describes the process in which factories and production facilities are equipped with innovative and automated machinery to conduct tasks that would normally need a human [to be] present.”
Chiar și așa, aceste tehnologii în continuă evoluție și metodologia lights-out nu permit funcționarea unei afaceri complet fără intervenție umană. De fapt, fără personal calificat și foarte bine pregătit, toate acestea pur și simplu nu ar fi posibile.
Mixul Rosti de veterani cu experiență și tineri profesioniști motivați este esențial pentru modelul lor de afaceri global axat pe creștere și automatizare. În continuare, vom aprofunda rolul important pe care îl joacă inginerii și tehnicienii cu pregătire specială în modelarea științifică.
Rolul esențial al inginerilor și tehnicienilor specializați în modelarea științifică
Deși nu este obligatoriu să înțelegi subtilitățile fizicii și tehnologiei pentru a recunoaște impactul transformator al modelării științifice asupra procesului de injectare, este fără îndoială esențial să ai ingineri și tehnicieni specializați la conducere. Expertiza lor asigură funcționarea cu precizie și eficiență a sistemelor de injectare bazate pe știință.
Abordarea cuprinzătoare Rosti pentru educație și formare în modelare
Rosti pune un accent deosebit pe expertiza în modelare. Strategiile de recrutare și formare ale companiei reflectă un angajament ferm pentru excelență, incluzând:
- Program de internship: În fiecare vară, Rosti primește între doi și patru stagiari. Această abordare proactivă asigură un flux constant de talente potențiale, pregătind compania pentru necesitățile de personal anticipate.
- Recrutare țintită: Rosti angajează în mod special ingineri din instituții de învățământ unde studenții beneficiază de formare atât teoretică, cât și practică în modelarea științifică. Astfel, noii angajați sunt familiarizați cu specificul industriei încă din prima zi.
- Instruire continuă în fabrică: În colaborare cu experți din industrie precum RJG, personalul Rosti primește instruire periodică pe concepte avansate cum ar fi principiile de turnare decuplate II și III, specificațiile pentru senzori de presiune, interpretarea ieșirilor sistemului eDart și multe altele.
- Curriculum pe patru niveluri: Pentru a-și consolida angajamentul față de excelență, Rosti a conceput un curriculum cuprinzător în patru etape. Acest program este meticulos creat pentru a ajuta un începător în modelare să ajungă la un nivel la care să poată urma un curs RJG Master Molder. Îmbinarea instruirii la locul de muncă cu mentoratul valoros oferit de Master Molders din companie pavează drumul pentru formarea noii generații de colegi Rosti.
Înțelegerea turnării decuplate II și III
Turnare decuplată II:
Acest proces presupune umplerea matriței până la o poziție specificată. Ulterior, fazele de umplere și menținere sunt combinate, iar presiunea din a doua etapă este folosită pentru umplerea completă a matriței. Acest lucru continuă până când poarta este sigilată.
Turnare decuplată III:
În această metodă, matrița este inițial umplută până la o anumită poziție. Urmează o fază secundară de umplere sau împachetare a mașinii, care umple matrița până la o presiune predeterminată în cavitate. Odată atinsă această presiune, procesul este menținut până la formarea sigiliului porții.
Sistemul de control al procesului RJG eDart este conceput pentru a susține procesele de turnare decuplată. Acesta ajută operatorii să monitorizeze datele critice, să controleze variabilele în timp real și să asigure consistența de la un ciclu la altul. Prin integrarea tehnologiilor precum senzorii de presiune montați în matriță, sistemul eDart oferă informațiile și controlul necesare pentru procedurile precise și pas cu pas din turnarea decuplată.
Inginerii Rosti implicați pe tot parcursul ferestrei procesului
Inginerii Rosti sunt implicați activ pe tot parcursul procesului de modelare științifică. Totul începe devreme, în faza de specificații de proiectare, când inginerii lucrează atât la proiectarea piesei ce urmează a fi turnată, cât și a matriței care va fi folosită în proces. De aici, inginerul poate specifica modul de integrare a senzorilor de presiune în toate noile matrițe.
După ce senzorii sunt instalați, matrița este pregătită pentru testare sub îndrumarea și supravegherea inginerilor. Testele sunt efectuate pentru a identifica orice variabile și parametrii necesari pentru o producție consistentă și optimă.
Cu feedback-ul tehnicienilor superiori de proces ai Rosti, inginerii noștri aprobă alegerea procesului decuplat II sau III pentru fiecare matriță și confirmă acest șablon de proces pentru PPAP (Procesul de Aprobare a Pieselor de Producție) și pentru producția curentă. După ce producția a fost demarată, inginerii vor continua să monitorizeze valorile și rezultatele pentru a menține și optimiza procesul pentru cele mai bune rezultate posibile.
Unde se încadrează proiectarea pentru producție în procesul de modelare științifică?
Proiectarea pentru manufacturabilitate este o considerentă principală pentru reducerea costurilor în modelarea științifică. Prima companie care a comercializat principiile de proiectare pentru fabricare și asamblare (DFMA), Boothroyd Dewhurst, Inc., a descoperit că 80% din costul unui produs nou este direct legat de proiectare.
Potrivit lui John Gilligan, președintele Boothroyd Dewhurst, Inc., „Utilizarea DFMA pentru a ajuta la alegerea structurilor, materialelor, proceselor și a forței de muncă corecte a devenit esențială, având în vedere că, în piețele globale de astăzi, companiile au rareori a doua șansă.”
Prin urmare, cel mai bun moment pentru ca un producător de scule sau injectator să se implice în procesul de proiectare este la începutul ciclului de dezvoltare. Făcând acest lucru vei înțelege cel mai bine obiectivele clientului și vei evita surprizele neprevăzute.
În ghidul cuprinzător al Rosti despre proiectarea pentru manufacturabilitate în injecția de mase plastice, am prezentat o abordare în patru părți pentru optimizarea proiectului. Acestea sunt următoarele:
Proiectare pentru Manufacturabilitate
Proiectarea pentru Manufacturabilitate (DFM) descrie procesul de proiectare sau inginerie a unui produs pentru a-i reduce costurile de producție, permițând rezolvarea potențialelor probleme încă din faza de proiectare, care este cel mai puțin costisitor loc pentru a le aborda.
Proiectare pentru Funcționalitate
Pe tot parcursul procesului de proiectare a pieselor din plastic, este esențial să te concentrezi pe cerințele funcționale ale piesei. Inginerii de proiectare cu experiență ar trebui să facă recomandări cu privire la modificările care vor ajuta la asigurarea faptului că piesa îndeplinește cerințele funcționale, inclusiv elementele la care va fi expusă, substanțele chimice sau corozive pe care va trebui să le suporte, atributele cosmetice funcționale și altele.
Proiectare pentru Asamblare
Proiectarea pentru asamblare (DFA) este un proces prin care produsele sunt proiectate pentru a fi ușor de asamblat, cu scopul final de a reduce timpul și costurile de asamblare. Reducerea numărului de piese într-un ansamblu este de obicei aspectul unde apar cele mai mari beneficii de cost ale DFA.
Proiectare pentru Sustenabilitate
Proiectarea pentru sustenabilitate se concentrează pe crearea pieselor având în vedere intenția de măsurare pe desen – menținerea toleranțelor cu măsurători adecvate în mod continuu.
De ce joacă selecția materialului un rol atât de important în modelarea științifică?
Potrivit lui Kip Doyle, autorul unui articol despre cele mai frecvente 10 motive pentru care producătorii eșuează în modelarea științifică, mulți injectatori nu pot trece de o abordare „axată pe mașină” și injectează din „perspectiva plasticului”. El menționează că multe articole au fost scrise despre cele patru variabile principale ale plasticului (temperatura plasticului, fluxul plasticului, presiunea plasticului și rata/timpul de răcire), iar un operator științific trebuie să înțeleagă această abordare și să optimizeze procesul din perspectiva materialului plastic.
Alinierea cu partenerul tău de injectare plastic pentru a alege cea mai bună rășină încă din etapa de proiectare pentru manufacturabilitate este esențială pentru succesul producției unei piese. Un punct bun de pornire este să ai o înțelegere generală a celor două tipuri principale de rășini – amorfe și semi-cristaline.
Polimerii sunt formați din structuri definite în funcție de gradul de cristalină – sau cât de compact sunt aranjați moleculele polimerului.
Structurile cristaline sunt, în majoritatea cazurilor, foarte ordonate, ceea ce conferă materialului rezistență și rigiditate. Polimerii amorfi sunt opusul. Uneori, distincția dintre cele două nu este clară. Pentru majoritatea polimerilor, există un amestec de structuri cristaline și amorfe. Modul în care polimerul este procesat determină proporția exactă a fiecăruia.
În articolul nostru despre Pregătirea pentru selecția rășinii pentru injectare, detaliem și mai mult diferențele dintre polimeri.
Atunci când iei în calcul utilizarea finală a piesei injectate, înțelegerea acestor caracteristici cheie este esențială pentru alegerea celei mai potrivite rășini.
Aspectul și geometria piesei
Aspectul general și geometria unei piese au un impact semnificativ asupra capacității de turnare și asupra tipului de rășină care ar trebui folosită. Proiectarea piesei, inclusiv dimensiunea, forma și grosimea pereților, pot predispune piesa la defecte, iar caracteristici precum clemele, decupajele, boss-urile, nervurile și altele pot complica procesul de modelare.
Este esențial ca producătorii să folosească cele mai noi tehnologii pentru a rula simulări care să optimizeze specificațiile de proiectare a matriței și alegerea rășinii înainte ca un proiect să fie finalizat pentru producție – aici simularea curgerii plasticului cu SolidWorks Premium oferă o perspectivă predictivă încă din fazele inițiale.
Rezistența și flexibilitatea piesei
Selecția materialului are de asemenea un rol esențial în rezistența și flexibilitatea piesei injectate. Abordarea cerințelor specifice încă din faza de proiectare te poate ajuta să eviți modificări costisitoare ulterioare. Echilibrarea caracteristicilor precum rigiditatea, durabilitatea, rezistența la șoc și altele este cheia pentru funcționalitatea optimă a piesei.
Utilizarea aditivilor
Atunci când performanța materialului nu poate fi atinsă cu rășinile disponibile, pot fi create amestecuri personalizate de materiale pentru a îmbunătăți proprietățile mai multor rășini. Consolidarea materialelor cu aditivi poate oferi rezistență pieselor și rigiditate care poate reduce deformarea și contracția. Aditivi precum fibrele de sticlă sau de carbon pot fi utilizați pentru a îmbunătăți performanța piesei și pentru a optimiza curgerea, ejecția și dispersia.
Materiale rezistente la temperaturi ridicate
Am menționat rolul important al proiectării în procesul de injectare mase plastice, iar acest aspect este deosebit de relevant atunci când sunt utilizate materiale rezistente la temperaturi înalte pentru a crește rezistența, stabilitatea și alte caracteristici esențiale pentru anumite aplicații. Tehnicile convenționale de injectare nu sunt întotdeauna eficiente pentru rășinile cu temperaturi ridicate sau exotice.
Anumite caracteristici ale răşinilor pentru temperaturi înalte şi exotice sunt unice şi pot avea performanţe diferite de la o aplicaţie la alta. Pentru a valorifica pe deplin atât designul, cât şi beneficiile materialului, inginerii proiectanţi experimentaţi și operatorii de injectare trebuie să ia în considerare o serie de factori. În această postare, sunt evidențiate câteva sfaturi de bază şi avansate pe care ar trebui să le luaţi în calcul la proiectarea pieselor pentru injectare din răşini de temperatură înaltă sau exotice.
Calcularea timpului de rezidenţă al materialului plastic
Timpul de rezidenţă al plasticului reprezintă perioada în care plasticul sau rășina este supusă căldurii în timpul fabricației.
Calcularea timpului specific de rezidenţă al plasticului pentru procesul de fabricaţie relevant va îmbunătăţi performanţa materialului şi produsul final în ansamblu.
Înțelegerea timpului de rezidență al materialului în prima etapă a şnecului vă poate ajuta să determinați timpul și temperatura optimă pentru nevoile dumneavoastră de fabricație.
Ce influențează timpul de rezidență al plasticului?
Dacă timpul de rezidență al plasticului este prea lung, calitatea piesei poate fi afectată în mai multe moduri:
- Slăbiciune generală a pieselor produse
- Variații de culoare
- Degradare nevizibilă cu ochiul liber
- Un produs final compromis per ansamblu
Totuși, acesta poate afecta și performanța utilajului, ducând la inconsistență în calitatea topiturii şi masa fiecărui ciclu, cât şi la variaţii ale temperaturii topiturii.
Indiferent de formulele sau calculele împărtăşite, timpul de rezidenţă trebuie calculat de fiecare producător în parte pentru a determina proporţia potrivită pentru propriul produs.
Folosind practici de injectare ştiinţifică, Rosti utilizează date înregistrate pentru a evalua controlul calităţii şi a ajusta, dacă este nevoie, matrițele, îmbunătăţind astfel calitatea pieselor şi evitând efectele negative ale unui timp de rezidenţă calculat greşit.
Află mai multe despre importanţa calculării timpului de rezidenţă al plasticului aici.
Variabilele plasticului necesită înţelegerea naturii materialului care trebuie injectat şi a condiţiilor preferate de formare. Atunci când sunt înţelese caracteristicile cheie, comportamentul şi reacţia materialului la procesare, operatorii pot optimiza procesul de injectare pentru a produce piese cât mai constante și calitative.
Ce atribute ale injectării ştiinţifice sunt utilizate în proiectarea pieselor şi optimizarea sculelor?
Crearea sculelor pentru componente prototip şi de producţie reprezintă una dintre cele mai consumatoare de timp şi costisitoare etape din dezvoltarea noilor produse. Pentru a scurta timpii de producţie şi a reduce costurile, procesele de prototipare şi fabricaţie au evoluat rapid prin dezvoltarea practicilor de injectare ştiinţifică.
Injectarea ştiinţifică implică utilizarea datelor pentru dezvoltarea unui proces care produce rezultate repetabile, cu variații minime sau inexistente. Prin expertiza în răşini şi testare, caracteristicile dimensionale şi mecanice ale unei piese injectate pot fi optimizate. Acest lucru se realizează frecvent prin simulări de umplere a matriţei şi sisteme de control al procesului; intuiția predictivă, validarea procesului şi documentarea completă sunt vitale pentru producerea pieselor cu cerinţe ridicate.
Optimizarea pieselor
Inginerii proiectanţi ar trebui să se bazeze pe experienţa și cunoștințele acumulate în optimizarea designului pentru aplicaţii specifice. Elementele de injectare ştiinţifică asociate proiectării pieselor pot include folosirea celor mai noi programe şi tehnologii, precum ingineria asistată de calculator, analiza fluxului în matriţă şi dezvoltarea de prototipuri care să valideze utilizarea finală a piesei.
Aspecte de proiectare pot include:
- Raze, unghiuri de demulare, urme de retragere, grosimea pereților etc.
- Poziționarea canalului de injectare
- Poziționarea liniilor de sudură
- Factori de mediu / utilizare finală
- Estetica piesei
Operatorii de injectare trebuie să înțeleagă cum să evite proiectarea unei piese, realizarea matriței și începerea procesului de injectare doar pentru a descoperi ulterior că designul nu funcționează în producție. Prototiparea matrițelor este o metodă excelentă pentru a valida și optimiza variabilele critice ale matriței și ale procesului de injectare științifică.
Optimizarea matriței
Practicile de modelare științifică pot fi utilizate și pentru optimizarea proiectării matrițelor sau pentru îmbunătățirea matrițelor proiectate defectuos. Este esențial ca matrițele de injecție să fie evaluate pentru performanța lor în producerea de piese consistente, fără defecte. Inginerii ar trebui să examineze fiecare aspect al funcționalității mecanice a unei matrițe, utilizând setările adecvate pentru material.
Ulterior, pot fi aplicate teste pentru a verifica eventualele dezechilibre între cavități. Odată ce această analiză este finalizată, se poate efectua un studiu de etanșare a poartelor pentru a colecta date despre punctele în care porțile se închid complet în cavitățile matriței. Înregistrarea constatărilor și realizarea de recomandări pentru ajustări în proces sau la matriță sunt esențiale pentru corectarea potențialelor defecte.
Influența controlului calității în modelarea științifică
Controlul calității este esențial în rafinarea și perfecționarea procesului de modelare științifică. Capacitatea de a valorifica și analiza datele înregistrate înseamnă că pot fi realizate ajustări proactive, crescând astfel calitatea generală a pieselor injectate. Odată ce aceste repere calitative sunt atinse, principiile modelării științifice optimizează semnificativ fluxul de producție. Această eficiență sporită este atât de evidentă, încât nevoia de intervenție a operatorilor și de supraveghere a utilajelor este redusă.
Procesatorii de top adoptă acum strategii inovatoare de „lights-out manufacturing”. În aceste scenarii, echipamente automate avansate preiau operațiuni care în mod tradițional necesitau intervenție umană, exemplificând potențialul tehnologiei în producția modernă.
Progresele continue în modelarea științifică oferă producătorilor procese bazate pe tehnologie, conferindu-le un avantaj competitiv solid la nivel global.
În plus, RJG oferă procesatorilor posibilitatea de a monitoriza parametrii esențiali în timp real. Prin furnizarea de informații despre variabile critice, permite producătorilor să mențină o calitate constantă, să reducă rebuturile și să stabilizeze procesele de turnare. Acest sistem ajută de asemenea la monitorizarea variațiilor de presiune ale masei plastice în matriță, asigurând o calitate consecventă a produselor realizate pe diverse serii de producție.
Senzorii de presiune în-matriță de la RJG adaugă un nivel suplimentar de monitorizare și control. Măsurarea și gestionarea presiunii din interiorul matriței este un factor critic pentru obținerea unor piese consistente, de calitate superioară.
Capacitatea de a înregistra date istorice de procesare pentru fiecare injecție înseamnă că procesatorii de mase plastice au la dispoziție o multitudine de informații pentru a-și analiza și îmbunătăți procesele. Această abordare bazată pe date permite un răspuns proactiv la orice inconsistențe de calitate, ducând la rezultate mai previzibile și mai fiabile.
Cum a transformat modelarea științifică injecția de mase plastice
Progresele în practicile de modelare științifică au avut un impact major asupra industriei maselor plastice. Acestea au permis nu doar îmbunătățiri la nivel de costuri și timpi de execuție, ci și reducerea riscului de defecte și creșterea calității generale a produselor obținute. Alte exemple includ:
Avantaj competitiv
Atunci când vine vorba de proiectarea și producerea pieselor complexe obținute prin injectare, este un mare avantaj să colaborezi cu un partener ce implementează procese de ultimă generație și este totodată ușor accesibil din punct de vedere geografic. Multe companii realizează beneficiile de a avea partenerii de producție aproape. Capacitatea de a reacționa rapid și de a face schimbări importante într-un termen scurt este un factor cheie ce contează deseori în alegerea producătorului. Când facilitățile de producție adoptă procese avansate, inclusiv funcții lights-out, transmit partenerilor mesajul că lucrează și produc cât mai eficient posibil.
Timp de execuție mai scurt la un cost mai mic
Când procesele de producție sunt configurate și monitorizate inteligent și pe baza datelor, companiile observă o creștere a capacității de producție și finalizarea comenzilor într-un ritm mult mai rapid. Deși nu se potrivește fiecărui proiect, turnarea automatizată este ideală pentru volume medii și mari, de circa 2.000 de ore pe an sau mai mult.
De asemenea, capacitățile, viteza și eficiența forței de muncă generate de practicile de modelare științifică pot fi transferate către client – reducând astfel costul total al produsului. Dacă aceste procese sunt gestionate corespunzător, flexibilitatea producției pentru OEM este, de asemenea, îmbunătățită.
Forță de muncă înalt calificată
Când vorbim despre automatizare, lights-out manufacturing și alte oferte legate de modelarea științifică la un procesator de injecție, accentul cade adesea pe beneficiile reducerii forței de muncă umane. Deși procesul poate conduce la o abordare mai eficientă a producției și poate implica mai puțini oameni, nu toate proiectele pot fi gestionate doar de tehnologie. Tehnologia și procesele de ultimă generație necesită o forță de muncă extrem de calificată și dedicată, capabilă să ia decizii inteligente și să întrețină echipamentele.
Protecția proprietății intelectuale
Atunci când producătorii de produse contează pe inovație și rapiditate în lansarea pe piață pentru a fi competitivi, externalizarea diverselor aspecte ale producției poate expune proiectele la riscuri de încălcare a brevetelor, contrafacere și multe altele. Colaborarea cu un partener de încredere și experimentat, care păstrează toate etapele – proiectare, dezvoltare și producție – sub același acoperiș, va asigura protejarea și deținerea întregii proprietăți intelectuale, precum și a experienței acumulate pe tot parcursul procesului.
Este mai scump să folosești un procesator cu procese de modelare științifică?
Poți economisi bani colaborând cu un procesator care folosește procese de modelare științifică pentru a proiecta inteligent matrițele și a valida piesele. Atunci când matrițele sunt proiectate inteligent, se folosește mai puțin material și se reduc defectele – ambele contribuind direct la reducerea costurilor.
De asemenea, colaborarea cu un procesator care poate identifica oportunități de îmbunătățire în timpul analizei design for manufacturing conduce la economii substanțiale. Identificarea timpurie a problemelor precum raza, unghiul de demulare, grosimea pereților, poziționarea porții și alte caracteristici ce țin de mulabilitate va elimina problemele financiare și estetice pe parcurs. De fapt, până la 80% din costurile de fabricație pot fi determinate de deciziile de proiectare.
De ce să alegi Rosti pentru următorul tău proiect de modelare științifică?
Modelarea științifică este o abordare sistematică și cuprinzătoare pentru a crea eficiența, structura de costuri și capacitățile de producție necesare unui producător pentru a concura la nivel global.
Implementarea practicilor de modelare științifică i-a oferit companiei Rosti capacitatea de a oferi atât calitate superioară, cât și economii clienților săi. Folosind tehnologii și procese avansate, reușim să producem piese mai eficient, reducând în același timp frecvența verificărilor calitative necesare pentru a garanta calitatea. Echipa Rosti, bine instruită și experimentată, le oferă clienților încrederea că produsele lor vor fi fabricate în mod constant de la prima piesă până la piesa cu numărul 2.000.000 și chiar mai departe.
Dorești să afli mai multe despre practicile de modelare științifică ale companiei Rosti? Pentru a afla mai multe despre abordarea noastră sau pentru a discuta următorul proiect, contactează-ne astăzi!